На улице -8
Сезон обмороженных лодыжек объявляется открытым

Развернуть1
–
Хеллоу, амигос.
Вчерась я вам писнул первую часть телеги (https://pikabu.ru/story/kak_yeto_sdelano_kompressornokondens...), а сегодня ужо разгуляемся по-взрослому!!! Прям от души душевно. Напомню, для тех, кто к нам только что присоединился. В прошлой серии заварили охренительную раму. И теперь, начинаем набивать её потрошками... Первый - пошёл! Торпеда коденсатора:

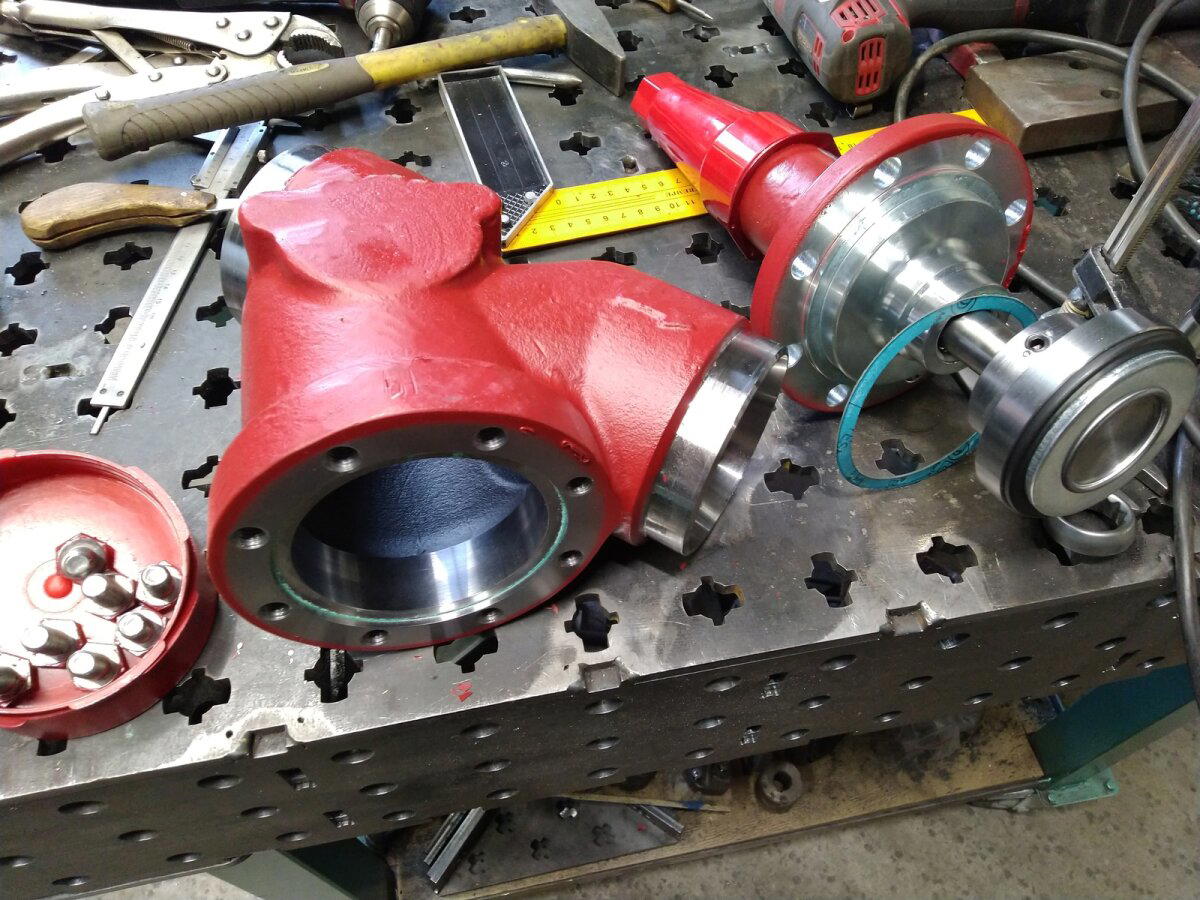
Компрессор. Винтовой, пиздатый. Почти как Битцер, только тайваньский. 400 кило. Тут уже на ручонках не запятишь. Малая механизация нам в помощь.

У этого парня всё большое. Как на грузовике.

Фланчик так фланчик. Килограмма 3!

Чтобы к этому фланчику (сталь) примандить кусок медной трубы, нужно следующее: труборез (ну какой больше по размеру подходит), припой (обычный или флюсованый) и горелка с пропан-кислородом. Вот эти ребята:

Трубу прижмякиваем трубными тисками и режем в размер.

После чего оно впаивается. В данном случае пикча принадлежит процессу впаивания трубки в нержавейку теплообменничка, но всё точно так же. Тряпочка зелёного цвета обильно намочена водой, чтобы не расплавить менее тугоплавкий припой внутри теплообменника.

Кстати, знаете, как выглядит теплообменник внутри? Оооо. Щщикарно! На пикче более крупный, но всёрно красивый.
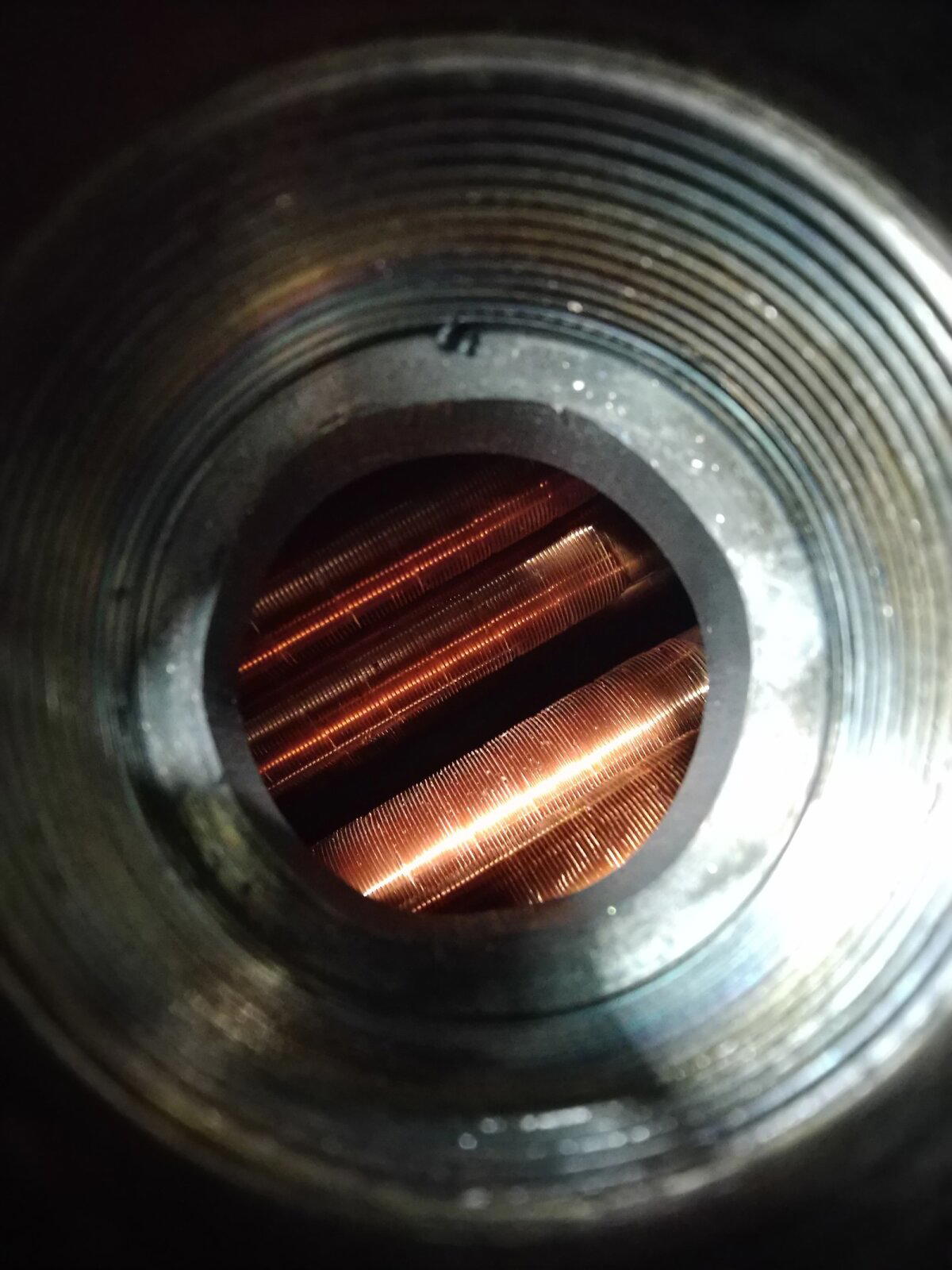
Результат пайки некрасивый... точнее как, эти наплывы - это флюс. Его можно обколоть или сточить и внутри шов будет хороший. Но этим никто не страдает обычно. Пушо скорее всего эта труба будет в теплоизоляции.

А если просто медь паяная - то результат вполне симпатишен сразу.

Аналогично впаивается смотровое стекло...

И множество других линий.

Добавляем сервисные штуцера и краники. Краниками вся машина рассекается на несколько изолированных контуров, через штуцера даётся давление - 10-25 очков азота или наоборот, вакуум, прикручиваются манометры (или вакуумметры) и смотрится, нет ли где течи. Ну типа, если вечером было 10,3 очка, а утром 7,5 - значит где-то дырка. Или какие-то фланцы неплотно прикручены. Или прокладка где-то перекосилась... Ну вощем, чудес не бывает. Если значение "стало" изменилось относительно "было" - шерше ля фам ля дырку!

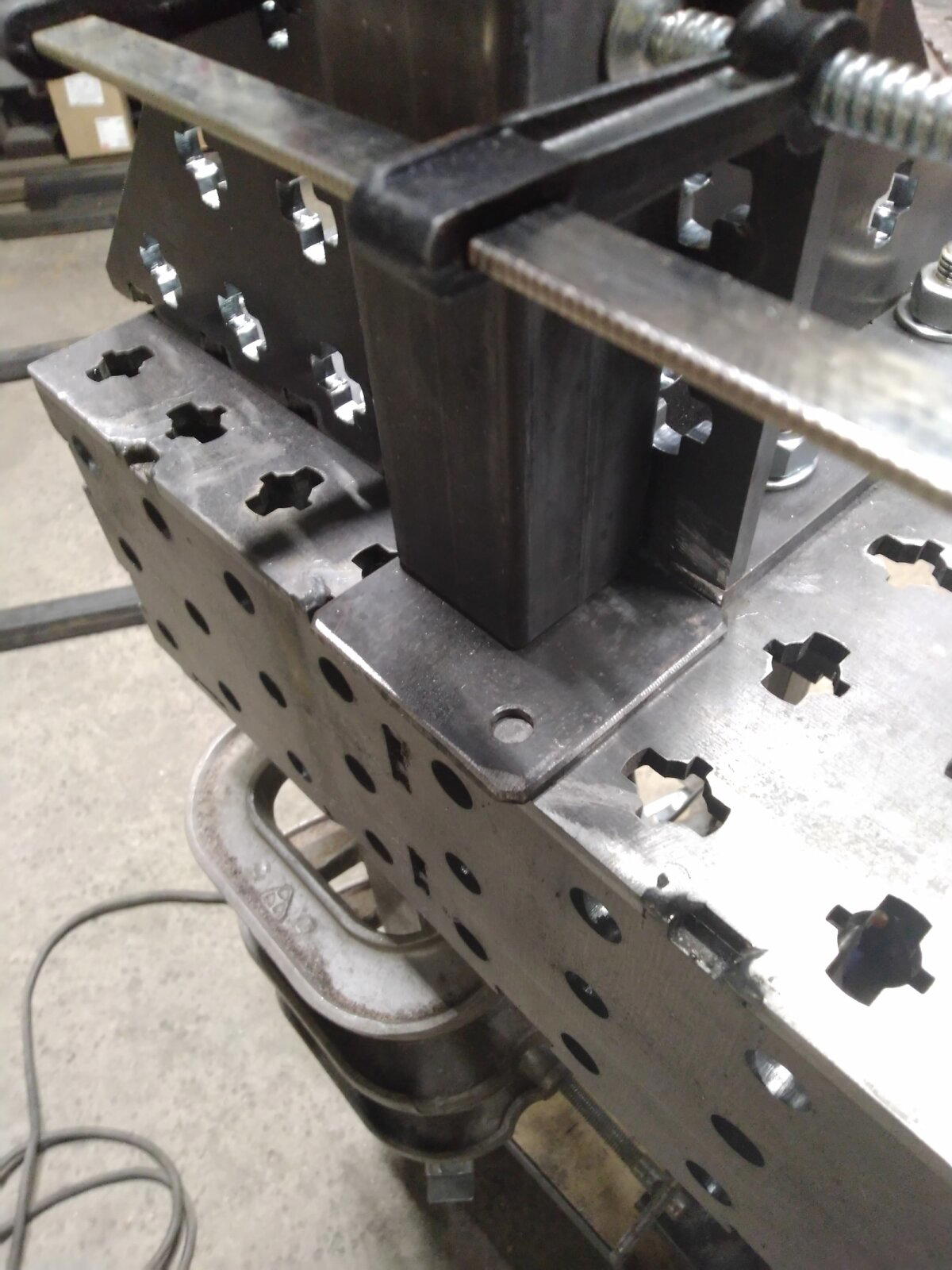
Пока там это всё вакуумируется, можно оформить всос. Запорная арматура на всасывании из стали. И оно должно быть сварено.
Кто-то варил бы газом и имел бы успех, а я не умею и варил аргоном. Ну точнее - Аргонно-дуговой сваркой. Или TIG. Или GTAW. :) Три шва, опрессовано на 25 очков. Держит.

Ну, точнее, была какая-то микроскопическая трещинка... натурально, пришлось в микроскоп смотреть. И то непонятно ни хрена. Вощем, навалил ещё трохан металла и заработало как надо.

В качестве последних штрихов по слесарке - ставим прессостаты, которые нюхают давку по капиллярной трубке системы Gomax. Хи-хи-хи. Гомакс.

Тем временем человек-инженер-Юрий производит подключение проводочков и кабелей куда положено.
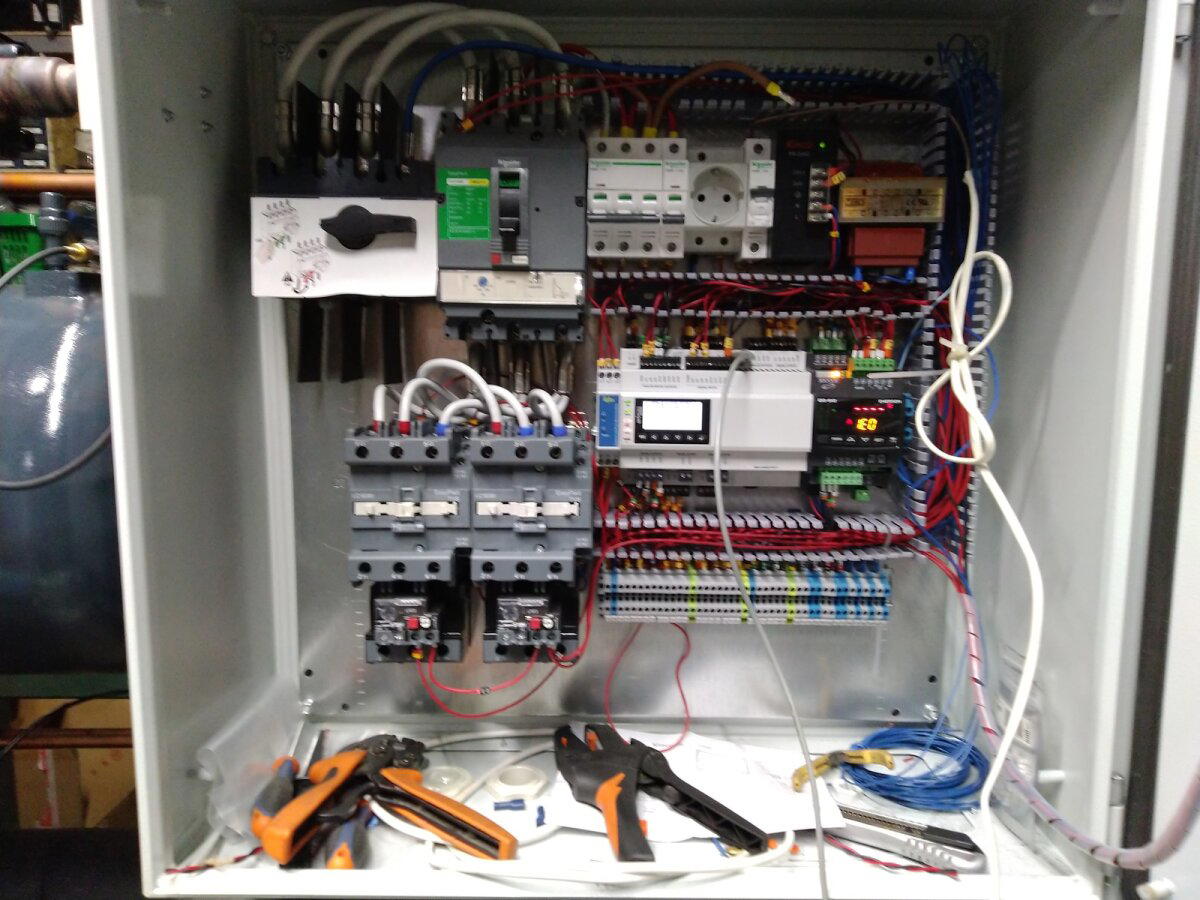
МОЗГИИИИИ!

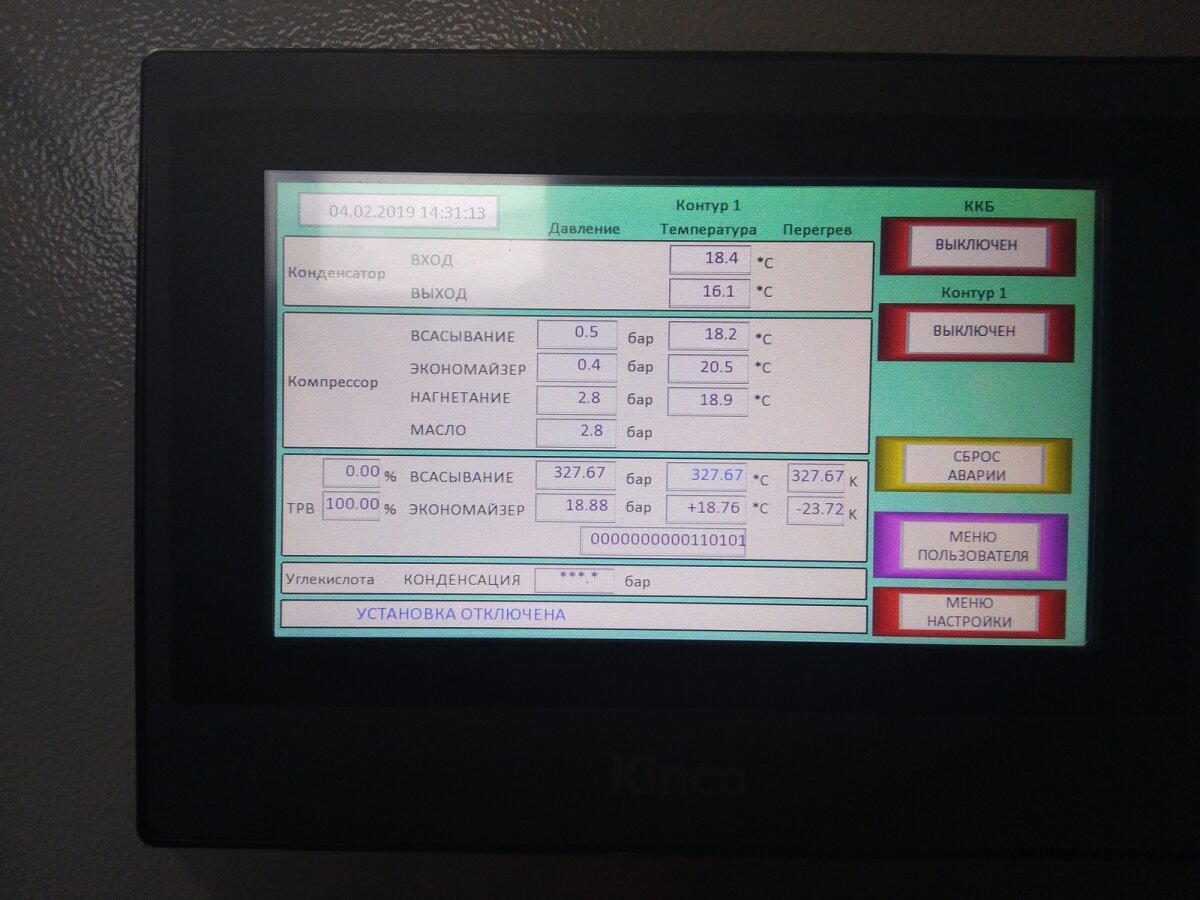
На электроящик выводится электромордочка с трогательным экраном, которая информирует любого пытливого читателя о давлениях, температурах и т.п.:
Смотрим на малыша в последний раз, размашисто крестим его, одеваем в парадный костюмчик из стретча и... нахуй с пляжа, шлите денег! :)

Как-то так все эти приблуды и строятся. А потом народное хозяйство невозбранно толстеет и ВВП удвояется. :)
В следующий раз рассмотрим строение какой-нибудь ещё хреновины неочевидного назначения.
Ола, амигос.
В жизни каждого взрослого мужчины рано или поздно случается момент, когда нужно охладить что-то большое и далеко. И тогда создаётся компрессорно-конденсаторный блок. Его отличие от ранее рассмотренной системы чиллер-фак-койл в том, что он не имеет на борту испарителя. Испаритель есть, но где-то тама... далекоа.
Короче, длиннопсто с дофига картинками.
Да, сразу дисклеймер. Я не инженер по холодилке, а слесаришка. Моя задача - читать чертежатину и гидросхемы, а потом варить, токарить, фрезеровать, крутить гайки и обжимать проводочки.
Вощем, создание холодильного агрегата начинается с рамы. Ненене. Секунду. Не так быстро. Сперва берём металл и пилим его:

Потом - расшиваем под сварку. Пушо нерасшитое варят только обмудки. Не, ну там, канеш, можно давать зазор и вот это вот всё. Но как показывает практика - точнее и быстрее получается, если варить по расшитому.

Далее металл подписывается и раскладывается кучками. Пушо перфекционанизм, сучки! Ну и, честно говоря, так гораздо проще. Не надо каждый раз рулетку дрочить и заглядывать в чертёж. Ща варим 1360,38 мм. - окей. Подошёл, набрал, присрал, норм. Следующие элементы... Быстрее, проще, продуктивнее. Меньше вариантов объебаться, когда есть палки близких размеров.

Выставляем первые четыре палки на переложки и фиксируем угол. Как по углу, так и в плоскости.
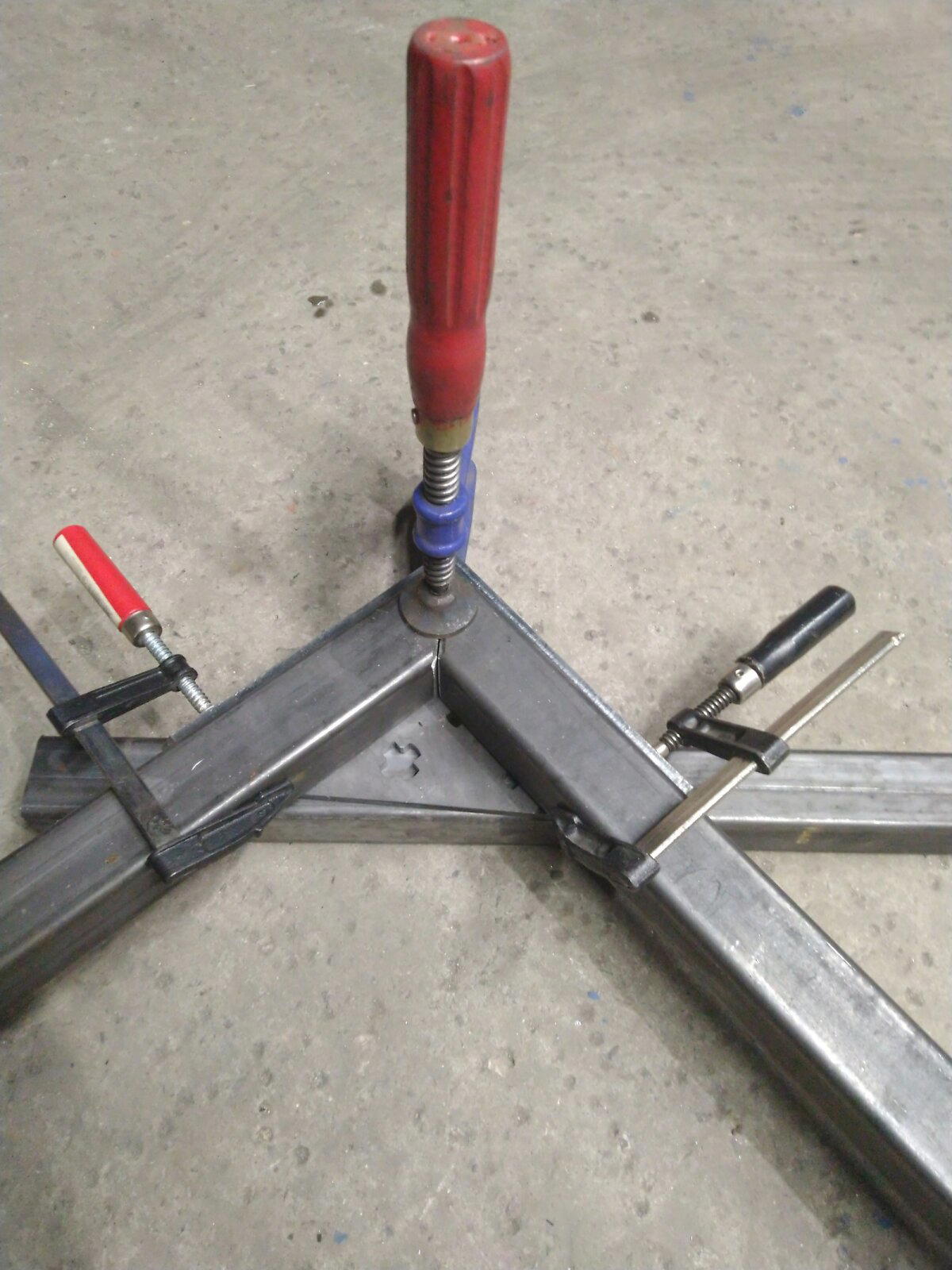
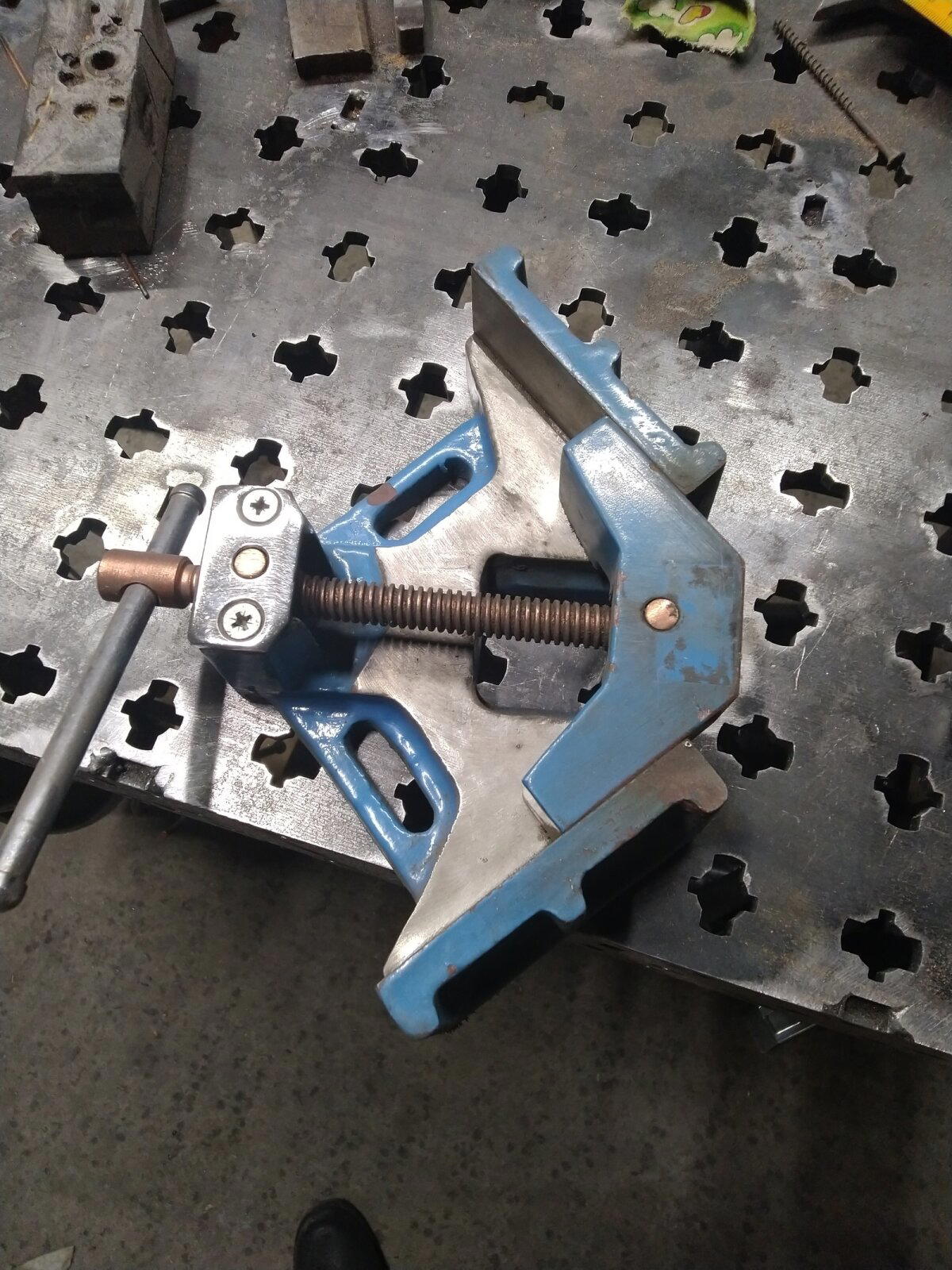
Для этого можно использовать угловые струбцины (фубля) или угловые тиски... но они стоят 4 с хуем тыщщи. А самодельные сварочные углы, которые идут комплектом к сварочным столам нашего производства - условно бесплатные.
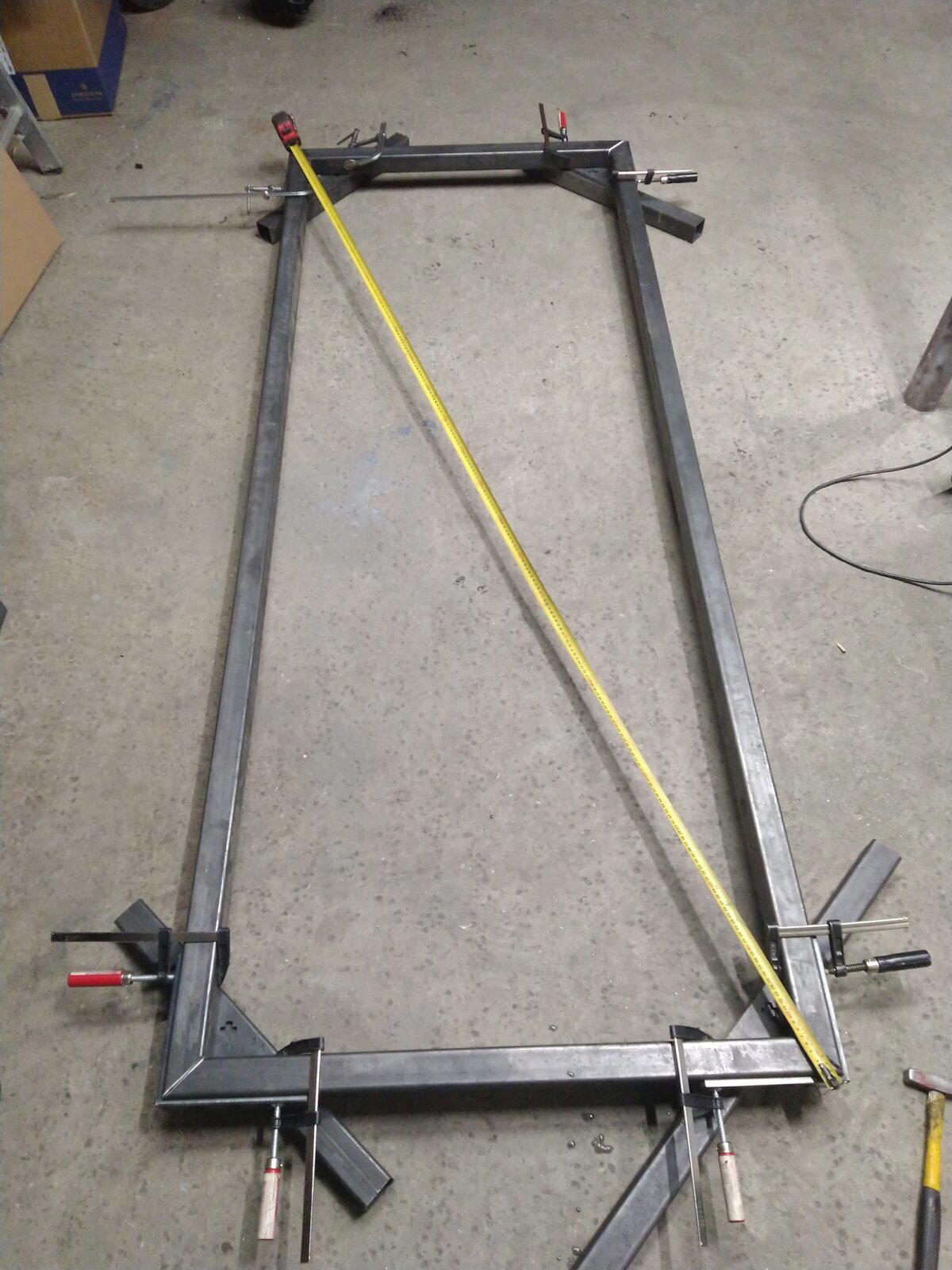
Когда все четыре угла прибиты, промеряются диагонали. В данном проекте разбежка составила миллиметр. Да и пох ваще. Для длины под 3 метра - сойдёт.
Выкатывается универсальный сварочный пост:

На раму кидается магнитная масса:

И пошла первая жаришка. Прихватки:

После прихваток ещё раз меряются диагональки и, если всё по красоте, наступает провар.

Со всех сторон, кроме одной. Пушо из неё будут расти стойки.
Стойки надо сперва подготовить. Точнее, сделать под них подпятники, которые будут стоять на полу и сквозь них конструкция будет на анкерах закреплена в пол. Была бы полоса - делал бы из неё... Но полосы чот не было нужного размера, поэтому откушу от листа квадратиков. Для этого добывается плазморез:

...и отрезается полоса, которая потом шинкуется либо плазмой, либо болгаркой, либо дисковой пилой по металлу, либо ленточной. Вариантов - множество. В данном случае, я порезал всё плазмой, потому что почему бы и нет.

Процесс сверления условно не показан. Думаю, как работает сверлильный станок все видели... Результат: шесть пяток.

С помощью тех же угловых шаблонов и сварочного стола формируется шаблон для сварки:
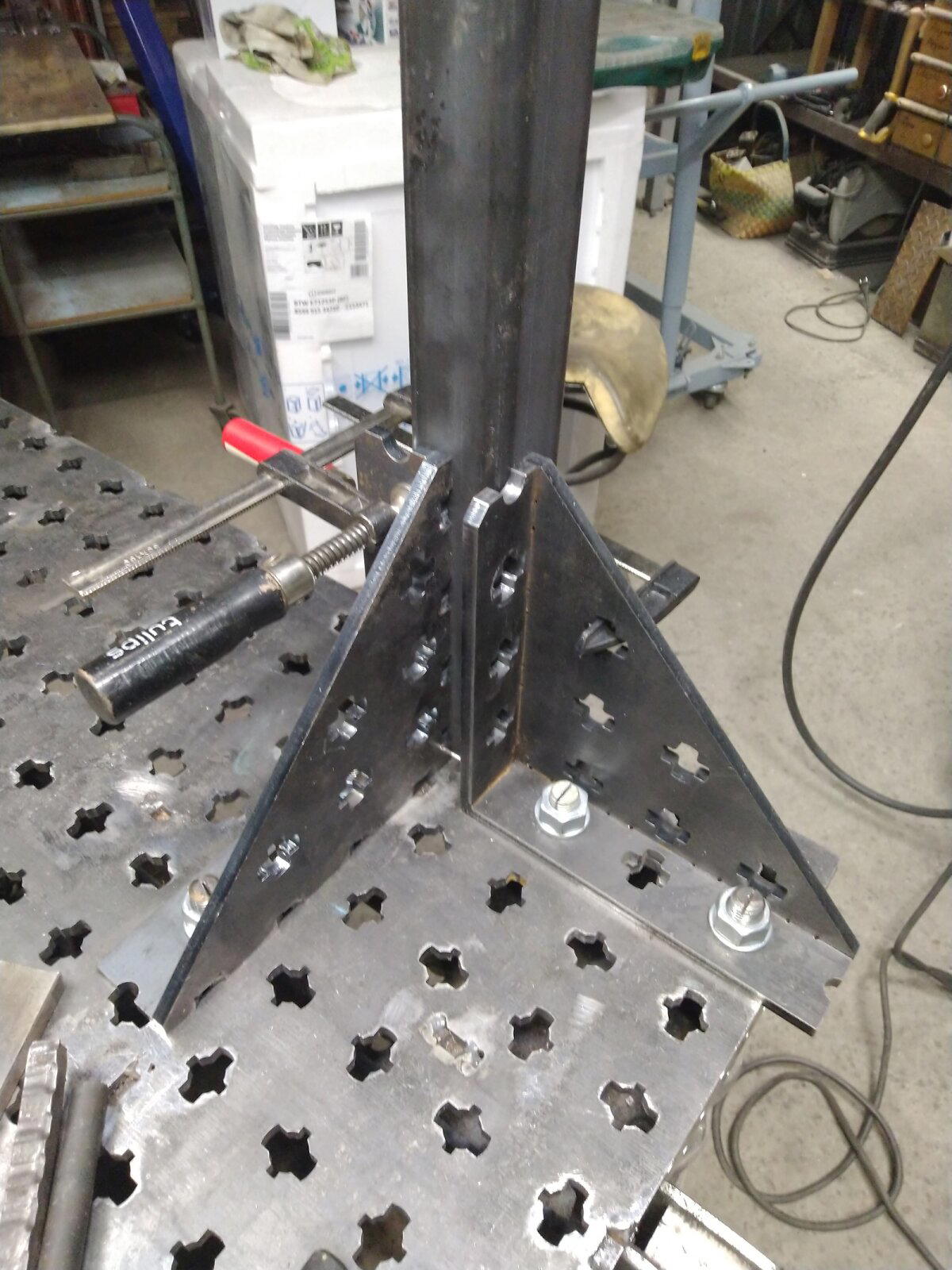
Вложил, закрепил...
Проварил. И так - шесть раз. С идеальной геометрией и репликативностью.

Прикидываем, где кто будет стоять:

Собираем всё начерно на струбцинах и прихватках, проверяя угольником и диагоналями шоб всё росло куда надо. Хотя, это совершенно избыточно. Рама может быть ваще кривой. Это же не автомобиль. Но криво делать получается чаще всего дольше, чем ровно. Потому, что тогда приходится либо что-то подрезать, что не в размер, либо наоборот заплёвывать сваркой. А если это долго, значит экономическая эффективность моего труда снижается. Пушо электричество горит, газ и проволока расходуется, моё время опять же идёт... А я бьюсь за то, чтобы в час зарабатывать не меньше чем проститутка. Шлюхочас - мерило успеха. :)

Короче, рама готова.

Углы зачистил, шоб ровненько... Оно, канеш, не обязательно, но почему бы и нет? Если бы это была мебель, то пришлось бы заплевать вот эти вот небольшие кратеры (подрезка)... но тут надо шоб работало, а не шоб красиво. Т.е. с эстетической т.з. оно проходит в требования внутреннего ОТК.

Конец первой серии.
Предыстория: Командировка. За бортом минус сорок восемь. Выехали четвертом на двух машинах с разницей в пол часа. Ехать 350 км. Населенных пунктов по пути мало и расположены компактно, за 80 км можно не встретить ни одного. Во второй машине ехал новый сотрудник, далее- НС.
Теперь сама история: Останавливаемся на контрольном километре, из второй машины выходят водитель и НС. На нем были синтетические треники!!!
Я: "Ты дурной? Понимаешь, если машины встанут то ты просто получишь обморожение, и это в лучшем случае!"
НС: "Не замерзну. Я в подштанниках". И демонстрирует нам такие же треники одетые под верхними
Недавно апгрейдил свой ПК (воткнул Core i7-4790K и GTX 980)
Теперь проводя время в новинках игровой индустрии, мерзнут ноги(((
