Фантастический кит
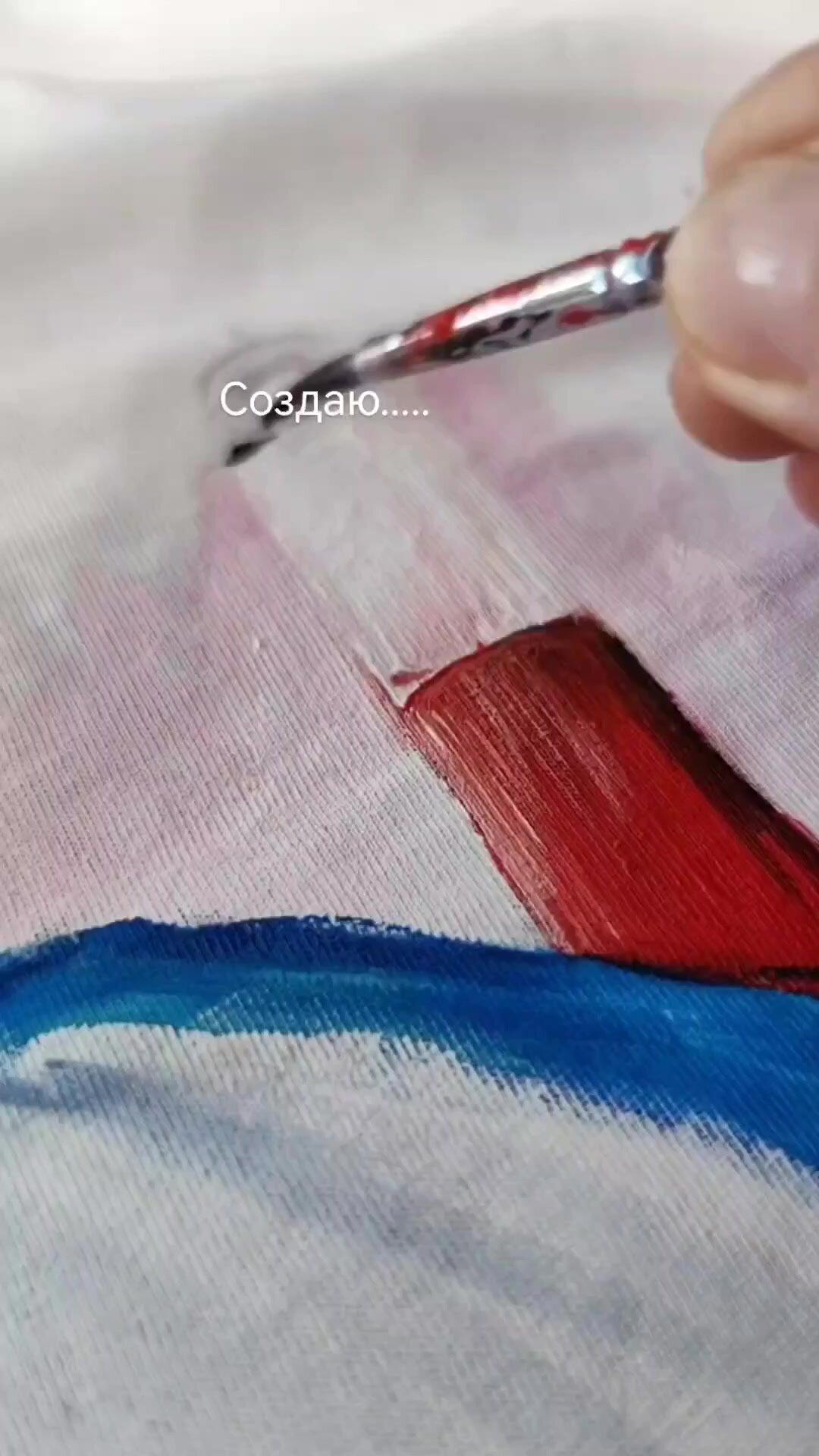
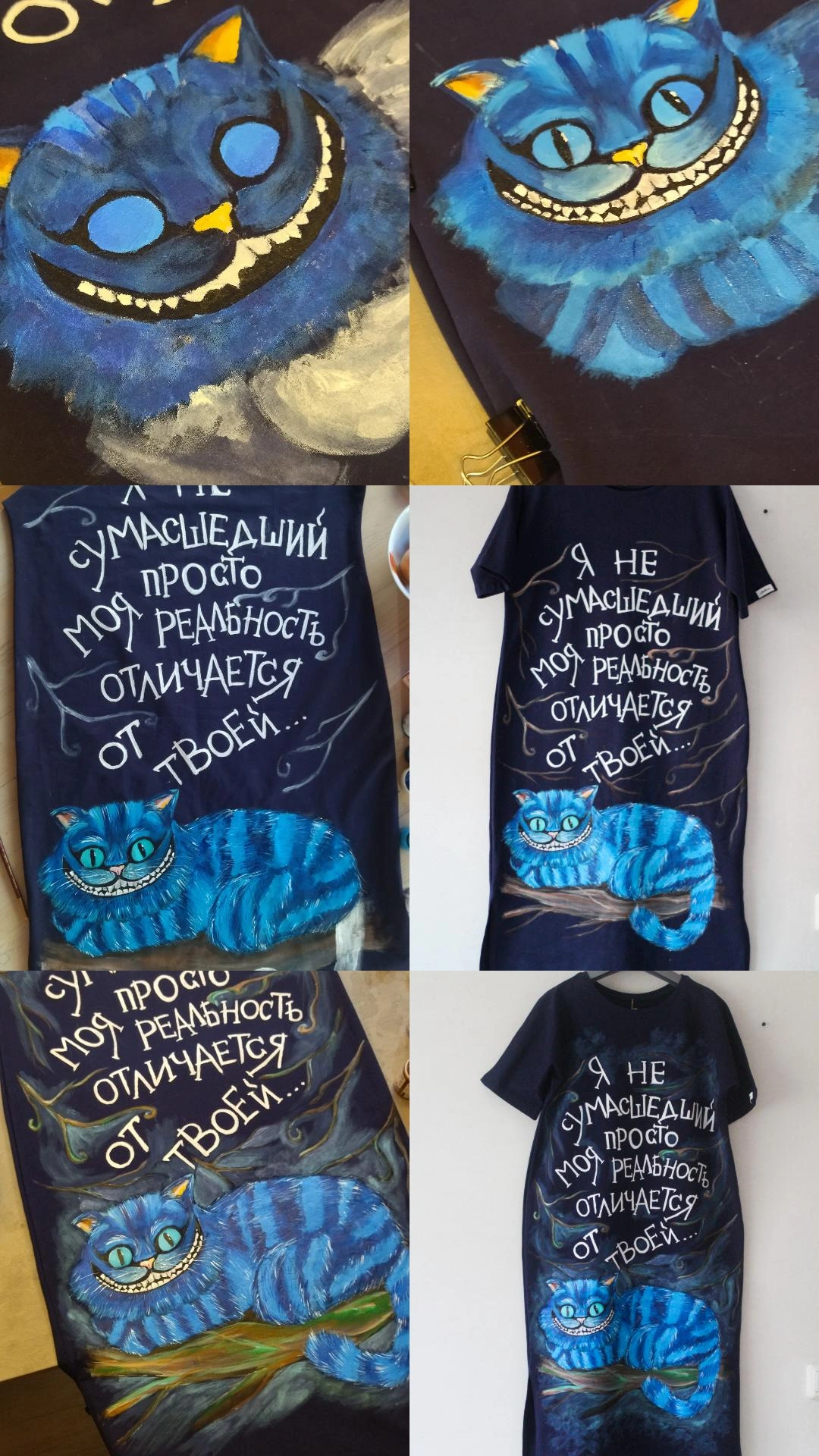
Ручная роспись по ткани, акриловые краски. Как вам?)
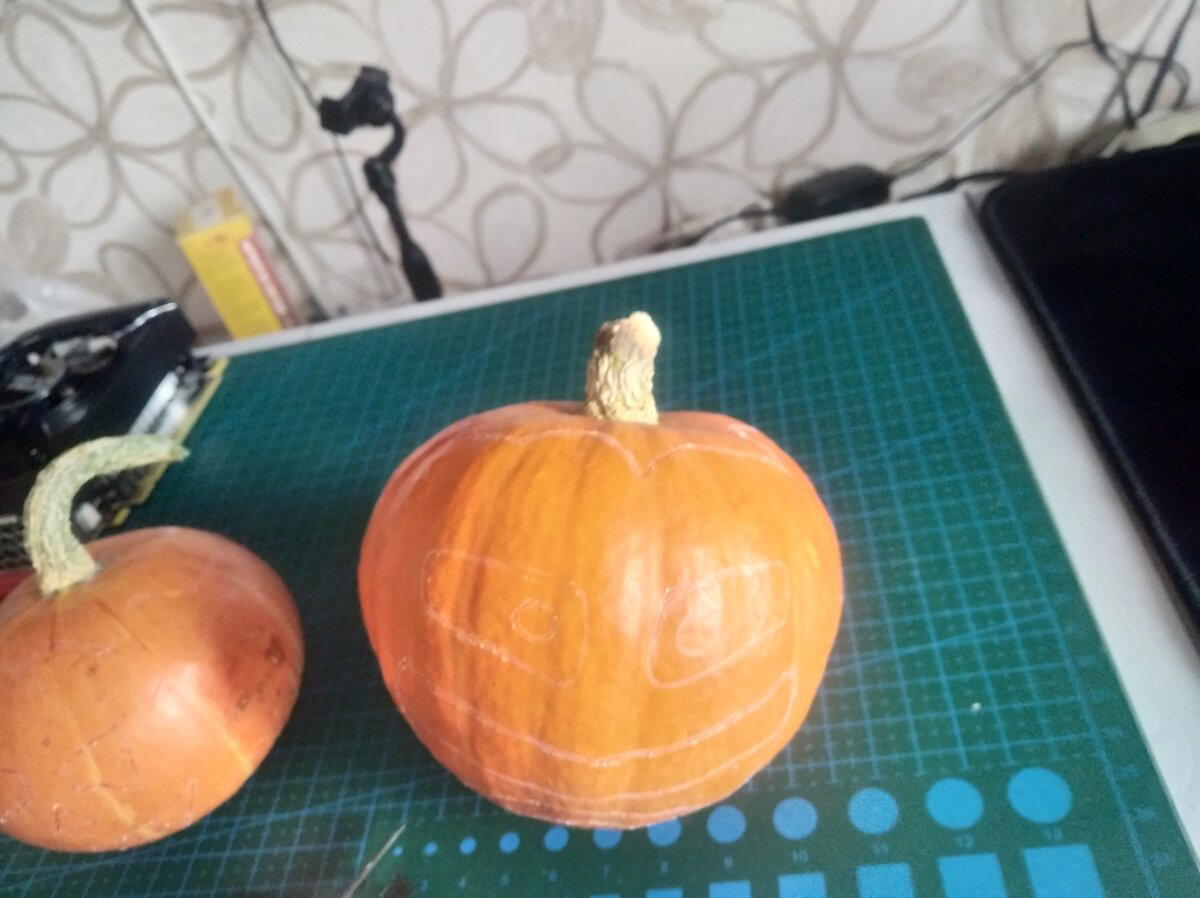
Привет пирожочки и пироженки. Сегодня не лепка. Будем вырезать тыквы. Так сказать голова Джека.
С осени валялись маленькие тыквы, понятно что их не использовать в качестве еды.
Итак берем любую тыкву, намечаем карандашом будущий рисунок. Можно маркером, но лучше карандашом.
Сразу определитесь как будете срезать верхушку. Можно обычным кругом, можно посложнее - углами. Как мне показалось вырезать проще углами, ну и красивее.

Вырезать можно ножом, но у меня были беспонтовые китайские резцы по дереву. Я ими пользовался, потому что сами тыквы очень маленькие, и хотелось немного детализации.
Далее все просто, сначала вырезаем крышку и аккуратно ее отделяем. Я затупил и отломал на той что побольше ее хвостик, придется приклеивать термоклеем.

А дальше аккуратно ложкой удаляем все семена и мякоть, чтоб остались стенки толщиной примерно 1-1.5 см. Это можно делать обычной ложкой

Ну а дальше аккуратно по рисунку вырезаем все необходимые отверстия и вы великолепны.




Делал первый раз в жизни, и мне в принципе понравилось :) Очень неторопливое и медиативное занятие. Главное не спешите при резке, можно испортить.
Всех с праздником.
Собственно, все в заголовке)


Контроль качества на месте

Неповторимый оригинал

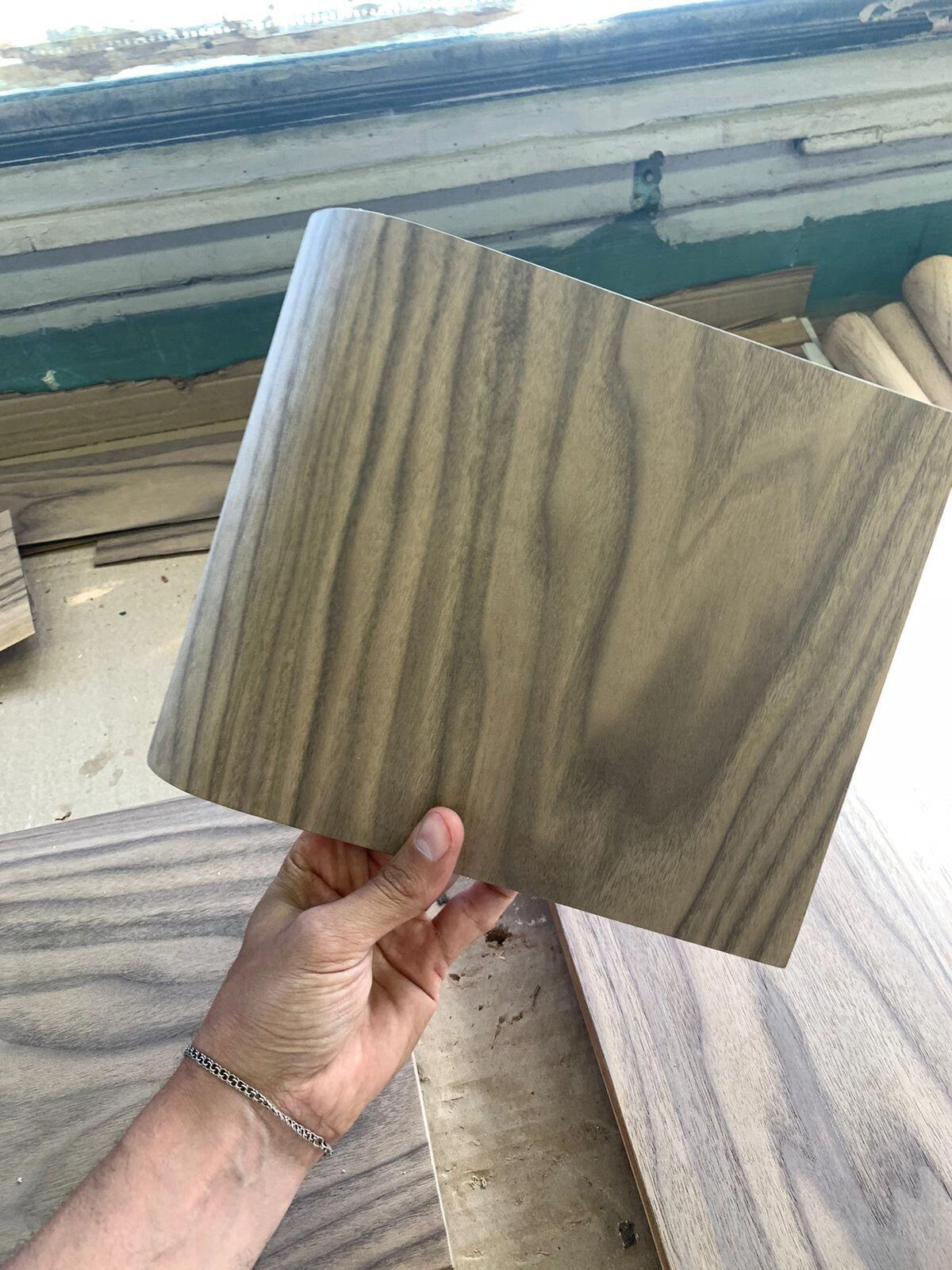
К нам обратились с просьбой заменить шпон на ГДРовских тумбочках.

Задача заключалась в подборе материала под готовый дизайн проект. Выбор пал на шпон американского ореха.

Первым делом мы их разобрали и очистили от лака. После они были готовы к основной части - облицовка шпоном.

Шпон склеивали на высохший ПВА. Фиксацию производили утюгом. Воизбежание трещин на стыках, склейка производилась в нахлёст.
Кто найдёт стык, тот молодец!)

Покраска корпуса производилась без тонировки. Красили полиуретаном в три слоя.

Внутри почти без изменений, только освежили покрытие.

Ножки и ручки подогнаны в тон корпуса. Как вам такое обновление?

Малясик процесса :)

Немного процесса

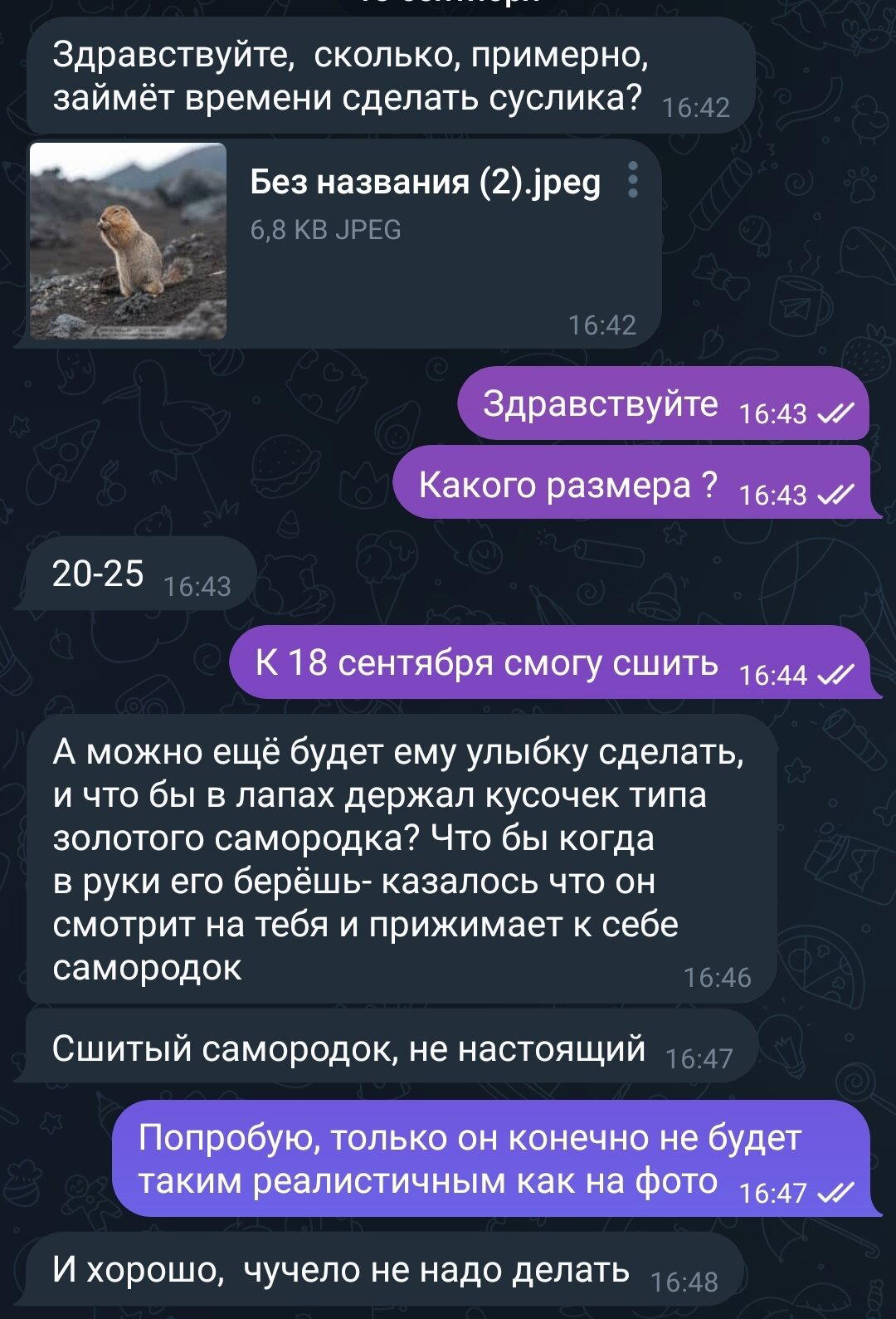
Изначально самородок хотела сделать из полимерной глины, но вспомнила про золотую ткань которая отлично подошла

И на солнышке красиво блестит






желает вам хорошей среды и напоминает, что на улице сентябрь – время тёплых осенних прогулок



Жила-была кошочка породы русская голубая, любимица семейства и леди до кончика хвоста.
И любимым лакомством этой самой кошочки были куриные сердечки, за что она заработала кличку Сердцеедка

Шло время. Семейству стало мало одной кошочки и они захотели вторую, поставив ряд условий - кошочка должна иметь яркие зелёные глаза (визитная карточка этой породы), меховую жилеточку, пальчики на каждой лапке, а в лапках держать сердечко.
Штош, сказано - сделано

Благодаря этому заказу я начала осваивать аэрографию и это любовь с первого пшшш)

В работе использованы лён (тонированный аэрографом и затем раскрашенный акрилом вручную), мех кролика (как стриженный, так и а-ля натюрэль)), стекло, полимерная глина, пастель, акрил, лак двух видов, опилки, синтепон и латунная проволока.

Для придания эпичности фигурке была выбрана поза "хоба")
Анатомичность также соблюдена - на задних лапках по четыре пальчика, на передних - по пять.
Размер 25 см.

Теперь Сердцеедка 2.0 составляет компанию первой. Заказчики довольны, кошочка пока в замешательстве.
Спасибо за внимание!
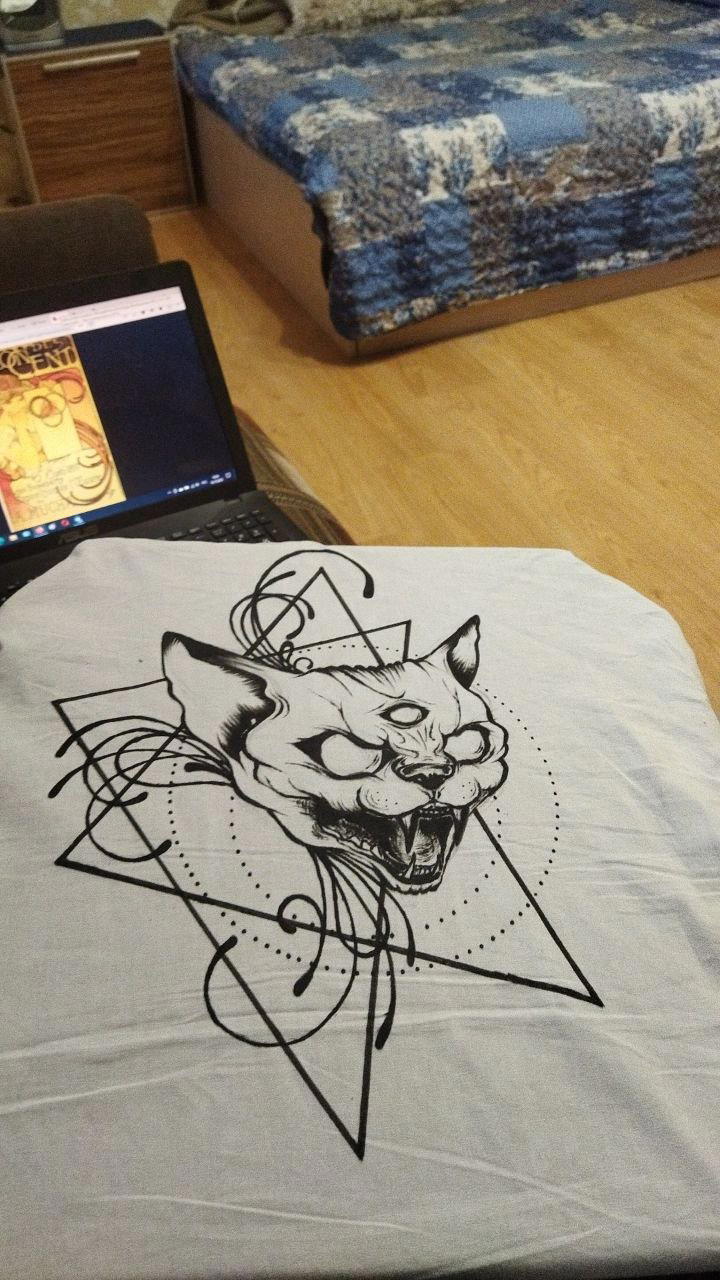
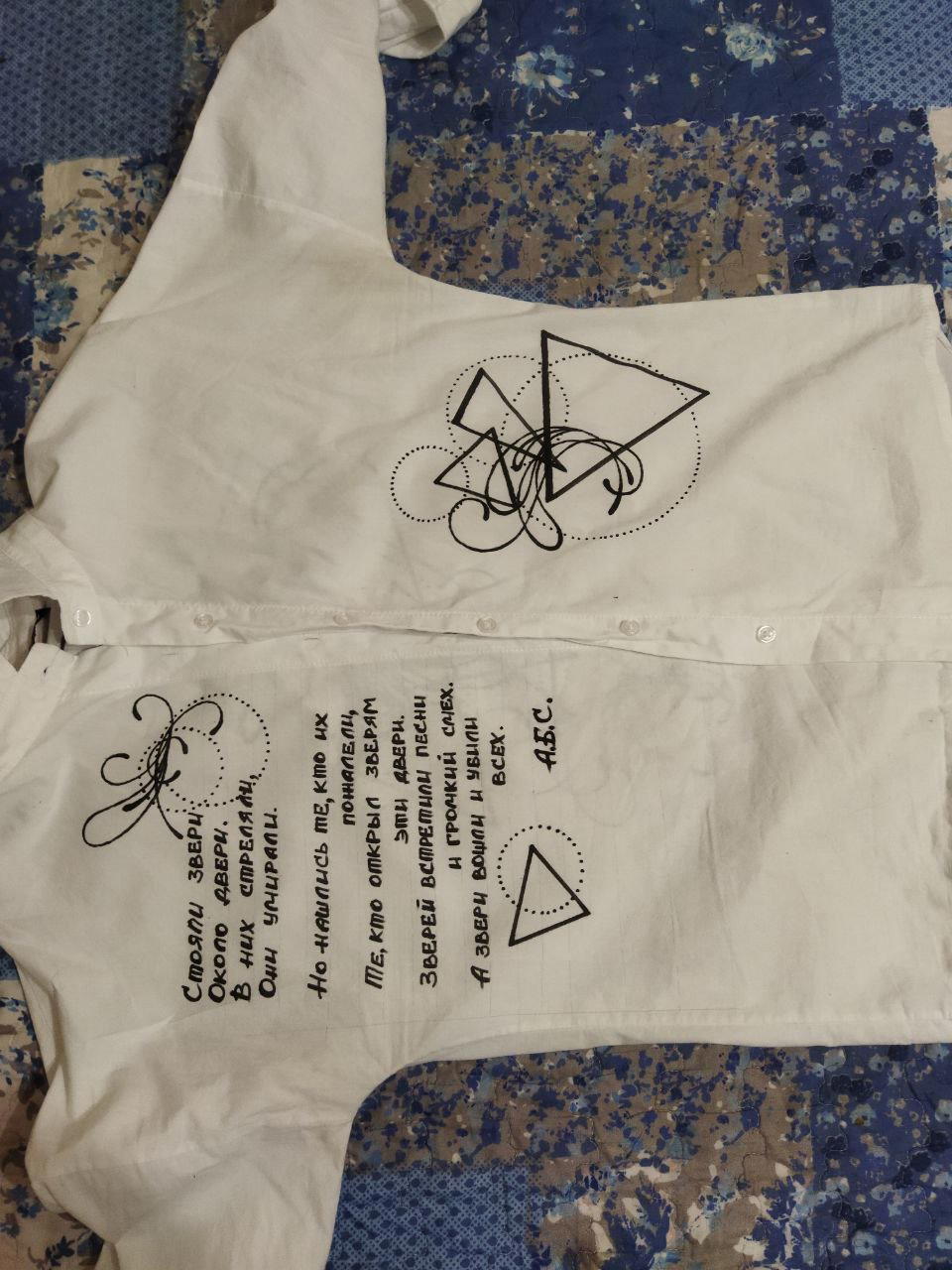
Решила показать этапы создания платья. Расписывала специальными акриловыми красками по ткани. Стирать можно, носить нужно)
Да это женское платье, да надпись в мужском роде, потому что это цитата и так захотел заказчик)
Вот этим постом Крафтовый PacMan начинал я собирать собственную коллекцию картриджей для Денди в самодельных корпусах.
Времени уже прошло, но от идеи я не отказался, посему предлагаю вам посмотреть на второй экземпляр.
Здравствуйте! На этот раз поиграем, так сказать, в "кошки-мышки". И мультик с детства любим, и игра, на мой взгляд, просто отличная.
И к процессу.
Дубовые заготовки для двух половин корпуса.



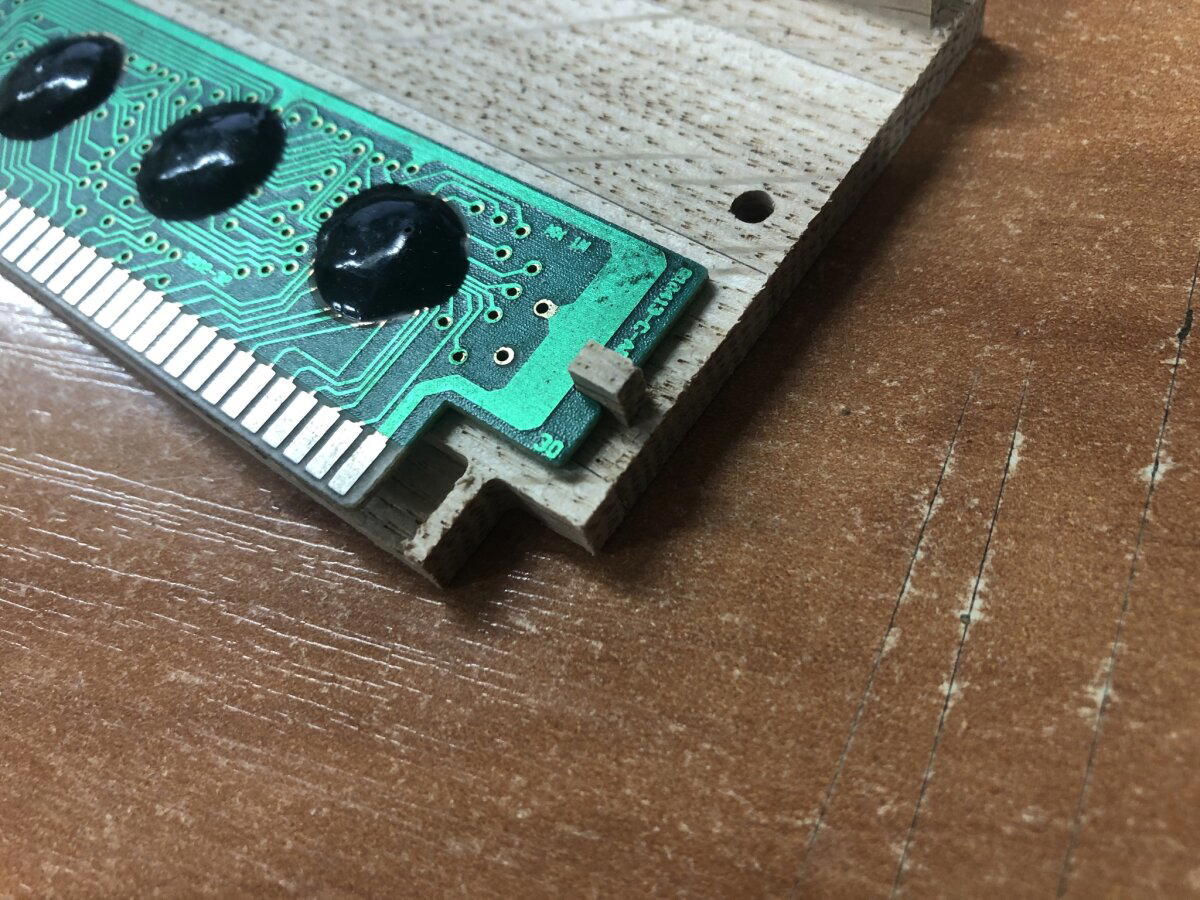
Платка подошла идеально. А это главное условие. Дальше можно спокойно заниматься декоративной частью не задумываясь над частью технической.
В комментариях к ПэкМэну предлагали сделать подсветку. Я решил, что в следующем картридже обязательно так и поступлю. Но что-то пошло не так. Отдельно всё работает, но вот вместе не завелось. Я совсем не электроник, так что буду надеяться, что кто-то мне тут подскажет, как поступить теперь уже с третьим подопытным. Подозреваю, что цепь не должна состоять лишь из двух диодов, и что это реализуется иначе и сложнее, но я не осилил)
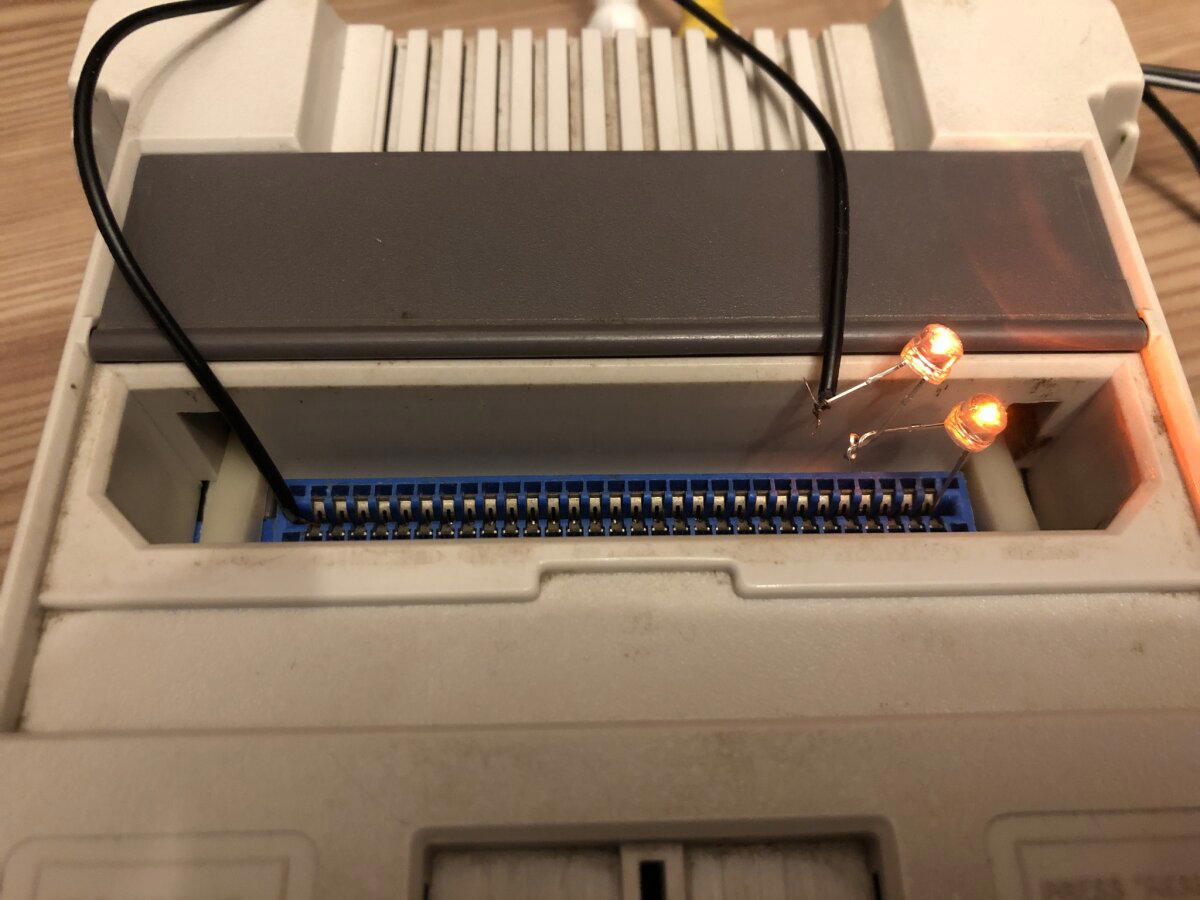
Поэтому продолжаю собирать как есть, но с прицелом на то, что подсветка ещё может быть.
Всего корпус состоит из четырёх элементов.
Задняя половина монолитная, а в передней большое окно, в котором расположатся "обложка" и рамка из оргстекла (которая и должна была светиться)
Собственно "обложка". Отсылок к оригинальному оформлению не планировалось - весь дизайн исключительно личная фантазия на тему. И если про ПэкМэна я говорил, что он для меня "техногенный", то с Томом и Джерри первая ассоциация "деревенский". В хорошем смысле слова, конечно же. Помните эти несколько эпизодов на ранчо? Вот они мне самые родные.
Отсюда и стиль корпуса - этакий Village.




Точно! Названия не хватает.
Возвращаемся к ЧПУ


Стёклышко

Примерка/подгонка

Зачистка/сборка/покраска/готовый вариант

В камментах разгорелась нешуточная рубка по поводу того, насколько я неправ и ваще. Типа "ну кто так строит".
Давайте чуток отвечу сразу на всё.
Деталь уже изготовлена, установлена и работает примерно полгода. Т.е. она РАБОТАЕТ.
Берясь за работу я подписываюсь на то, чтобы сделать деталь в соответствии с ТЗ заказчика, в сроки и за согласованную стоимость. Как именно я буду её рожать - заказчика не интересует. Следовательно, я волен выбирать методы изготовления самостоятельно, исходя из имеющегося оборудования, его загрузки да и просто из того, на чём мне хочется поработать сегодня. Поскольку финальный ценник и срок УЖЕ согласованы. Можно сделать эту деталь, используя ЧПУ-фрезер для обработки цилиндрических поверхностей и расточек и потом набить шлицы на строгальном? Можно. Можно напечатать эту деталь на 3дпринтере по металлу? Можно. Можно её отлить, а потом использовать протяжной станок? Можно. Можно даже кастануть шоб она возникла сама из мирового эфира. Но я выбрал сочетание токарный+фрезер+эрозия. Просто потому, что так захотел и потому, что эти станки у меня есть, а протяжного или там принтера по металлу нет.
Справочники это хорошо и здорово. Какие-то у меня есть. Каких-то нет. Но по моей практике единичную деталь, которая должна подходить к другой, всегда лучше сделать не по справочнику, а по ответной. Тогда не придётся доказывать заказчику, что это у него ответка херовая. Потому что у меня задача не доказать, что я делаю охуенно по ГОСТу, а сделать, ща внимание, ОТВЕТНУЮ деталь. Даже если она не по ГОСТу и ваще через жопу, она должна подходить к ответке. Ещё раз. Просто представьте себе ситуацию. Вы заказали ножку для табуретки, такую же как остальные три. А вам столяр даёт похожую, но на 23мм короче, потому, что в ГОСТе есть чёткая высота табуретки. И он делает по ГОСТу. Но, блядь, вам же не на ГОСТе сидеть, а на табуретке!!! Что бы вы сказали такому столяру? А зачем эти разговоры мне? Сделал ответную деталь, получил бабло, доволен.
По поводу ценника. Кто-то делает за бутылку. Кто-то за миллион. Я за вот столько. Цену (и сроки) я озвучиваю сразу. Если не устраивает заказчика - он может предложить свой вариант или просто искать другого исполнителя. Я ж никого не тяну за верёвку-то. Интернет показывает, что чуваков-металлистов довольно немало. Правда, основываясь на словах заказчиков, кто-то способен уйти в запой. У кого-то то материала нет, то электричество выключили, то ещё что. Третьи набирают миллиард копеечных заказов и не успевают нихрена. У меня - своя ниша. Свой тип заказчика. Я не планирую ни делать копеечные заказы типа "укоротить 5 болтов", ни наоборот, устраивать у себя тут бутик.
Такие дела, парни... Вы уж извиняйте, что всё сделано неправильно и работать, ессесно, не будет... Но ведь никто не мешает вам самим показать, как вы делаете железяки. Не? Или вы специалисты по критике? ;)
Буэнос диас, например. Поступила задача - сделать новую шлицевую муфту, т.к. поменяли насос, а у нового насоса другой вал. А такой же как прошлый купить не получится, потому, что кажется что-то случилось.

Окей. С чего начинается муфтостроение? Ну разумеется с составления чертежа. Даже в такой простенькой детали есть варианты накосячить. А учитывая её размер, заготовка стоит порядка 2500 (с доставкой). Не хотелось бы её зафачить. Это ж я в таком разе на 2500 меньше заработаю. После чертежа, переходим на токарный. Впрочем на токарном-то любой может... Как и на фрезерном, на каком были выполнены расточки под резиновые демпферы.

Далее - термообработка. Поскольку сталь - марочная, а не абы что, можно с уверенностью греть печку до указанной в апокрифах апологетов термички значений. И на выходе, искупав раскалённую железку из стали 40Х в масле, получаем вот такого негра.
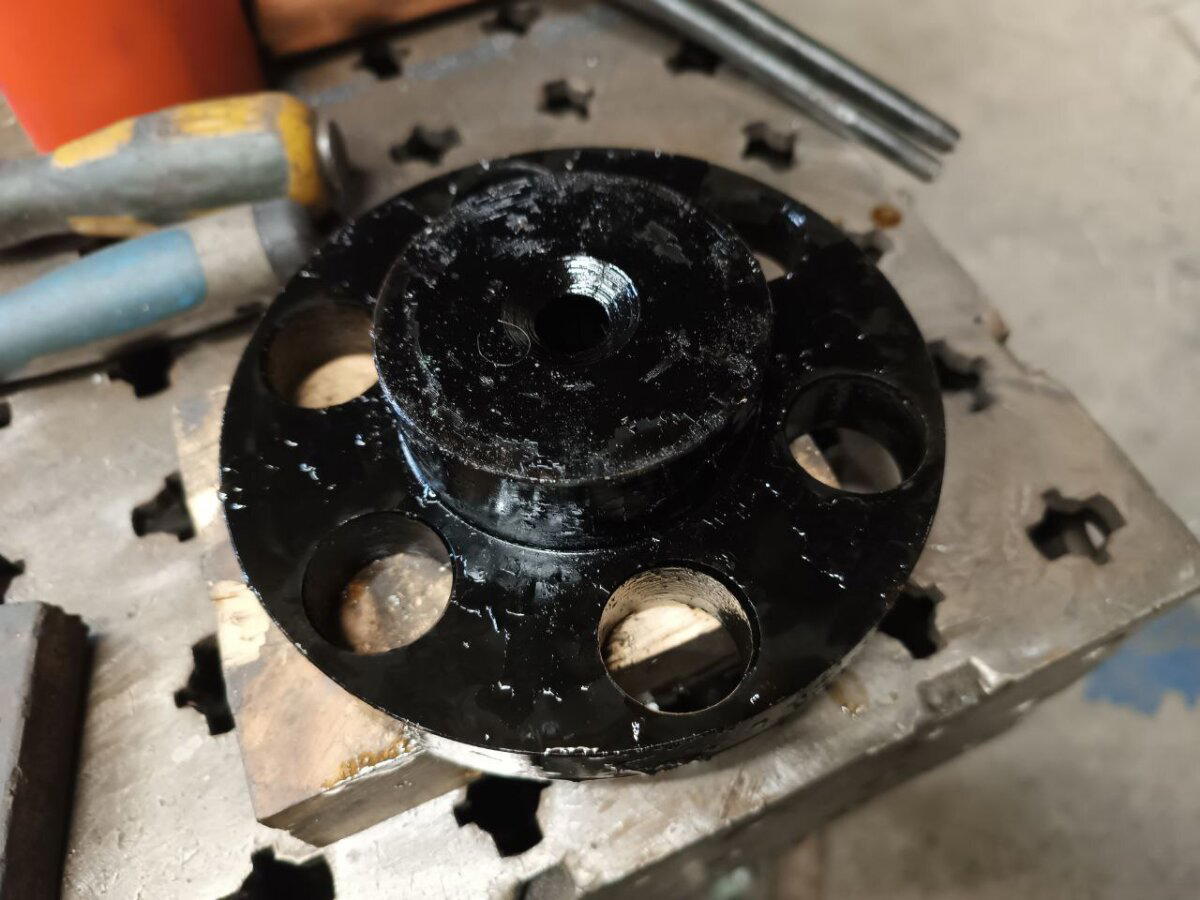
Отпуск до нужного значения по твёрдости схематично не указан. Твёрдость взята из показаний твердомера, применённого на образец.
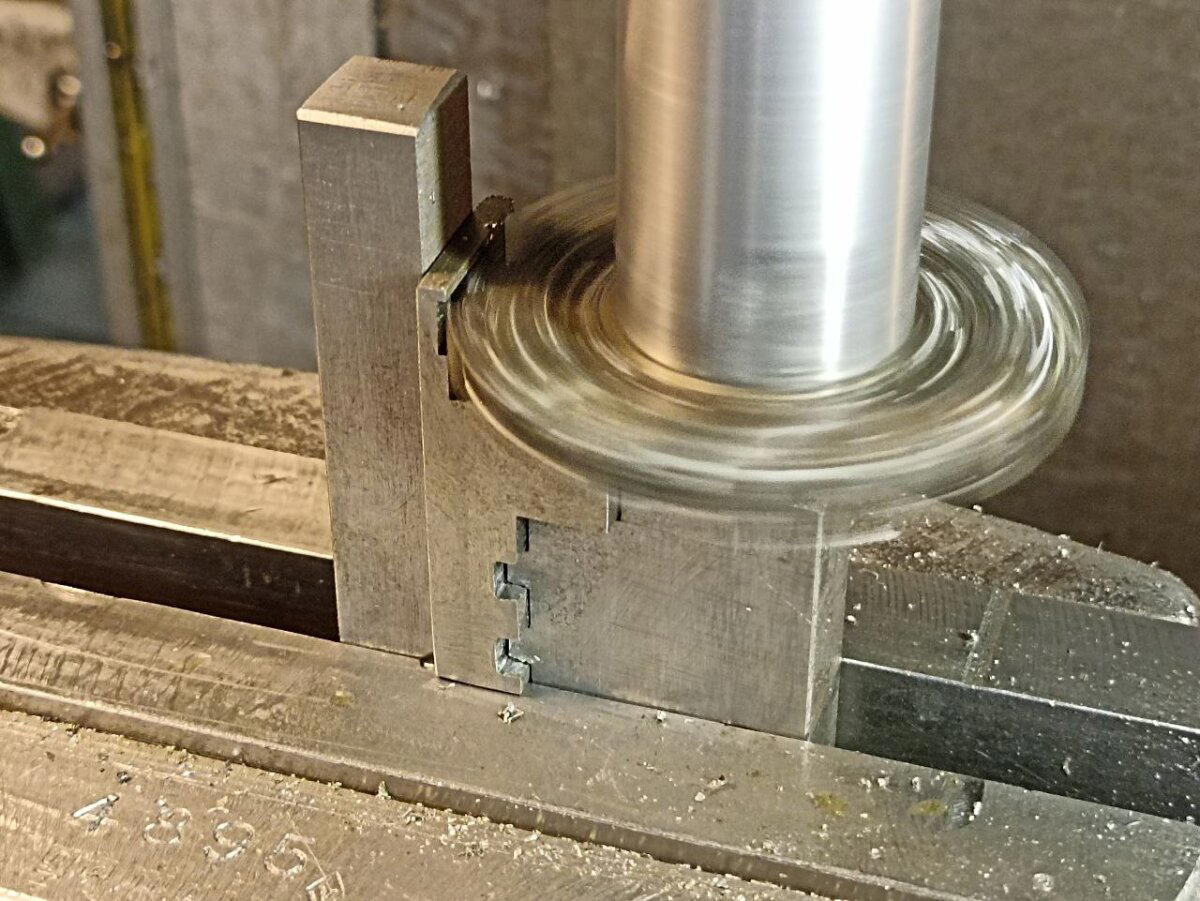
А вот теперь начинается та самая уличная магия, за которую и платят деньги. Нужен чертёж шлицевой части, да не просто "чертёж", а так, чтобы готовле изделие потом имело посадку без люфтов, но и не прессовую. Что делать? Берём образец вала. И обводим шлицевой торец.
Сканируем его и правим в фотошопе уровни так, чтобы вытянуть контраст. А потом всасываем в Солидворкс и нарулив размеры скана до масштаба 1:1, обводим 1 зуб и впадину и делаем круговой массив.
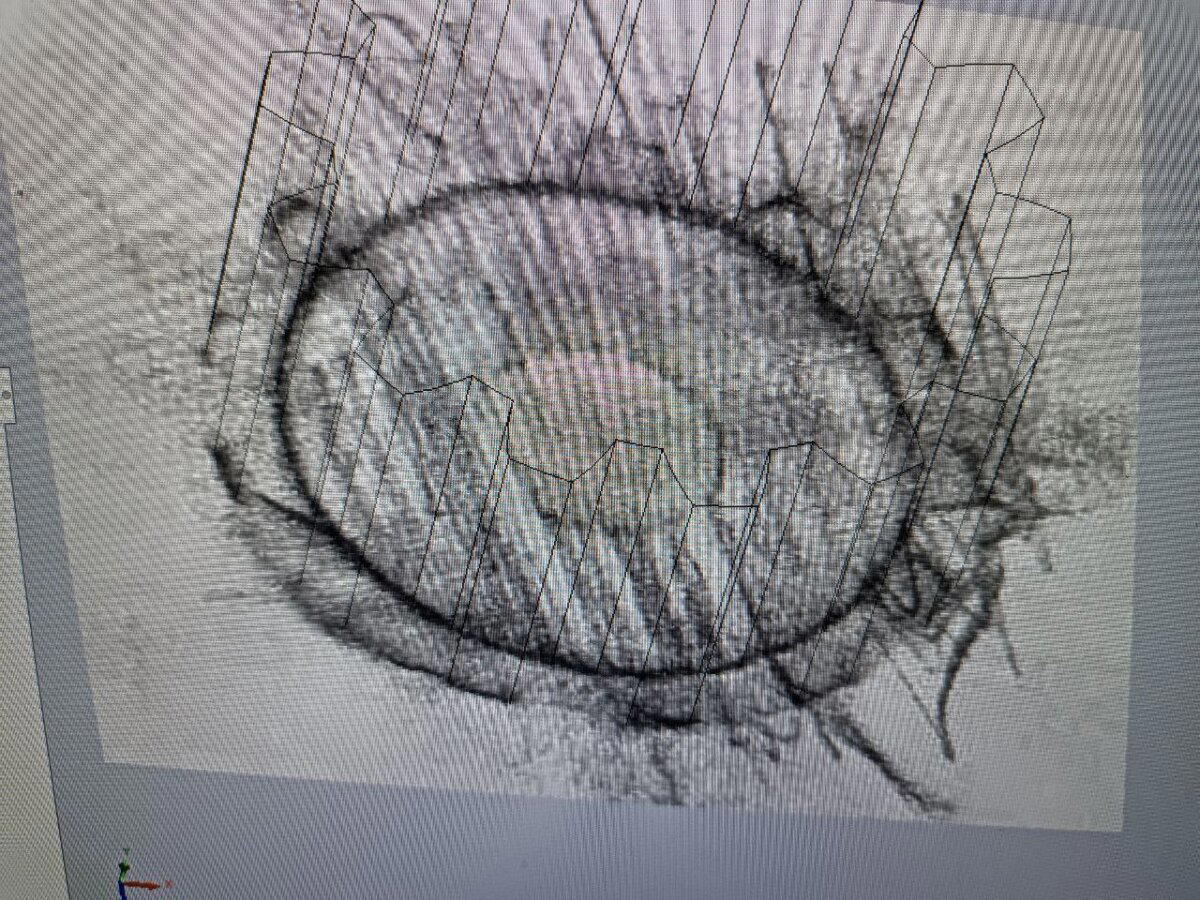
Теперь пробный выстрел по картону на лазере. Чисто проверить, оно или нет, прежде чем делать в металле. Ну во второй попытки сошлось.

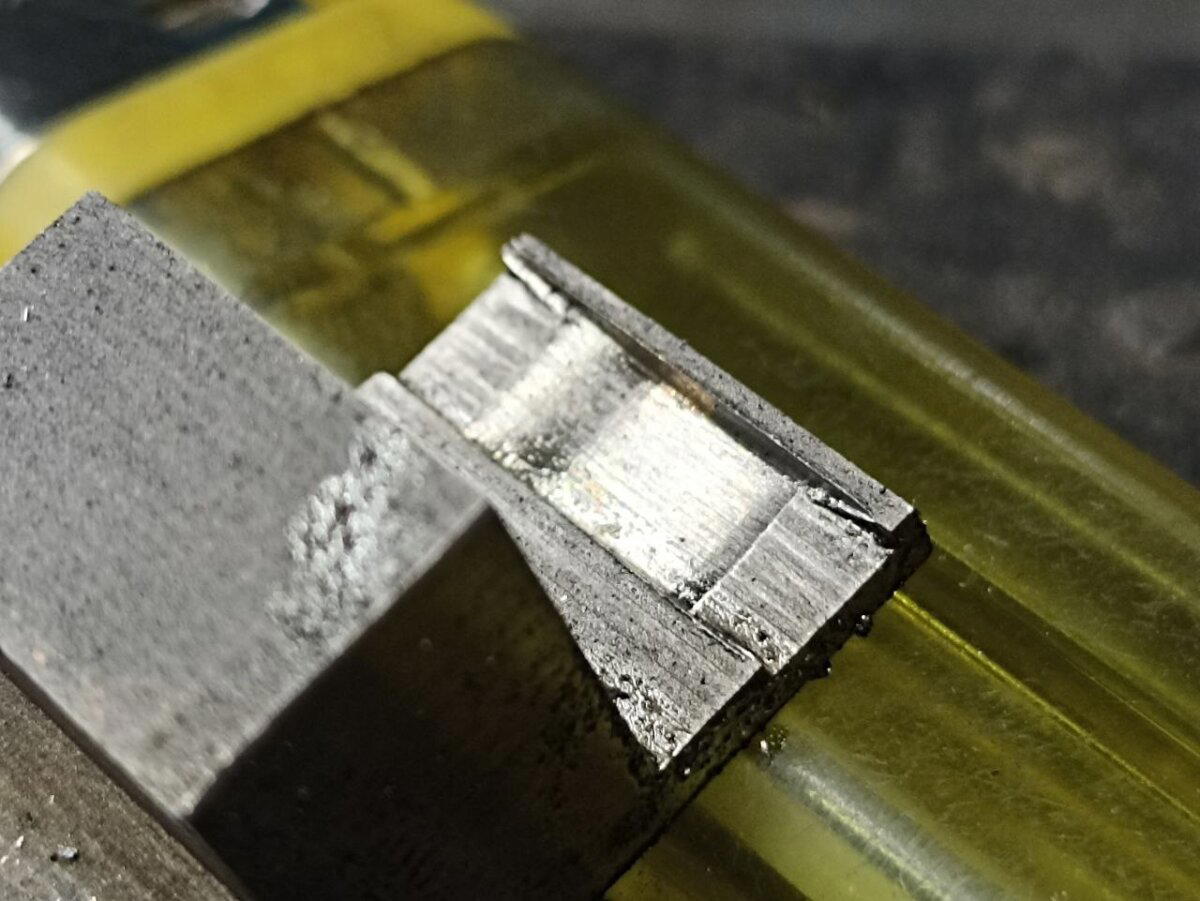
Отлично. Казалось бы - ставь на эрозию и радуйся. Но нет. Нельзя! Не время, товарищ! Если вот прям вот так просто вырезать на эрозии - получится очень похоже, но не то. Поэтому делаю многочисленные пробы, с несколько разным размером, пока, наконец, пробный кусочек не садится на вал с посадкой "как надо".

Ну теперь можно и "зачётную" деталь обработать. Центральное отверстие было вросверлено и развёрнуто ещё на этапе токарной обработки, поэтому заправить проволоку, занулиться и т.д. уже не представляет особого труда. Собсна, станок - жги!
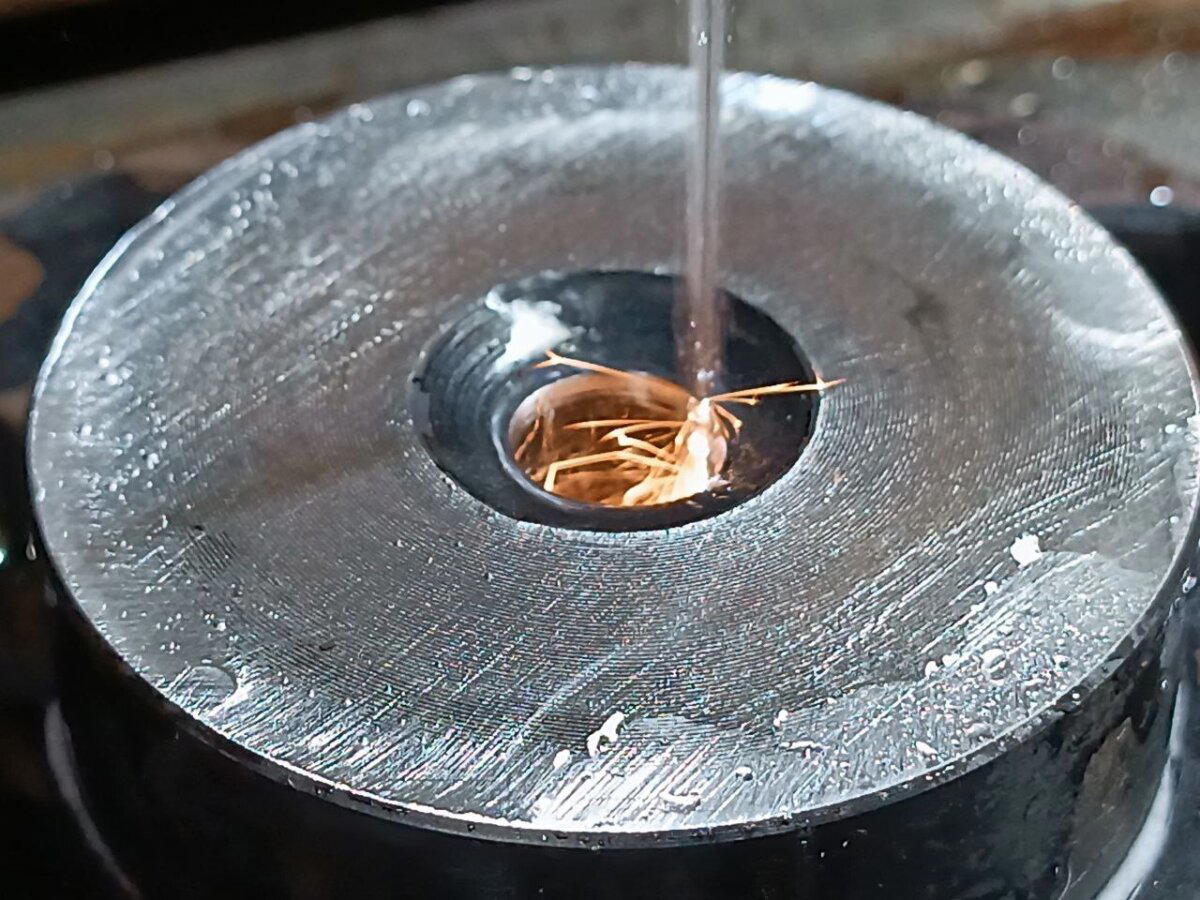
После непродолжительно резки... (заняла часа два, в то время как наладка и вычерчивание шлицевой заняло часа 4) - снимаю деталь и пробую...

Идеально. Шлицевая ровная, вал вошёл прям до упорной закраины. Люфтов нет, при этом заходит от руки с лёгким усилием и со смазкой.
А теперь давайте посмотрим, сколько времени и оборудования нужно.
черчение. 20 минут. Нужен ноутбук. Покупался за 2 килобакса.
Отрезка заготовки от "бревна". Затрачено 10 минут. Нужна ленточная пила примерно за 150 тыс.
Токарная обработка. Затрачено примерно 45 минут. Нужен токарник примерно за 350+ тыс.
Сверление отверстий под муфты. 15 мин. Сверлилка за 50К.
Расточка отверстий под муфты. 2 часа. Фрезер за 150К
Черчение шлицевой и черновая проверка. 1,5 часа. Нужен ноут +сканер +лазер СО2. Ноут уже учли выше, сканер +лазер обошлись примерно во 50К.
термообработка. печь за 30К и 15 часов времени.
проверка твёрдости. 10 минут и твердомер за 40К
электроэрозионная резка. 6 часов и станок за 1,2 ляма.
Нормально вроде выходит, не? А казалось бы - да чо там делать? Простейшая деталь же! А на круг - два дня ковыряйся, имея два цеха станков и офис. Разумеется, пока идёт отпуск заготовки (остывает с печью всю ночь) я там не нужен особо. И пока эрозия пилит - тоже не сильно нужен и делаю другие заказы. Но тем не менее, по времени это примерно так. А соответственно, и по баблу.
Такие дела, получается. А кому интересно это всё прямо в онлайне смотреть - в профиле ссылка на телегоканал без рекламы и прочей мудянки. Чистое железо.
Предположим, юзернейм, у тебя есть доченька. И она любит плести всякое из бисера и прочего стекляруса. И вот одним днём она говорит, мол, батюшка Иван Михалч, а сделай мне мисочку для этой пежни мелкой, чтобы она не раскатывалась по столу. И размеры показывает детскими ручонками. Ну как бы что делает обычный папаша? Говорит "отстань". В лучшем случае - покупает в фикспрайсе и говорит "нна". А если папенька у доченьки металлист, то он что? Какой ещё пластик? Не бывать такому. И делает вот:

Для этого беру из-под верстака кусок алюминия-полторашки (если кому важно - АМг6). И отрезаю на гильотине небольшой кусочек. Размером примерно на 40мм в каждую сторону больше, чем готовое изделие будет.

Опосля, включается ЧПУшка и вырезает прессформу из остатков буковых ступеней, отданных одним заказчиком за ненадобностью.

Но сразу прессовать не получится, т.к. матрица и пуансон никак не связаны между собой направляющими и попасть одним в другое нереально. Поэтому сперва оформляю "заход", легонько даванув пуансоном материал, уложенный на резиновую плиту.
Получается такой вот preforming.

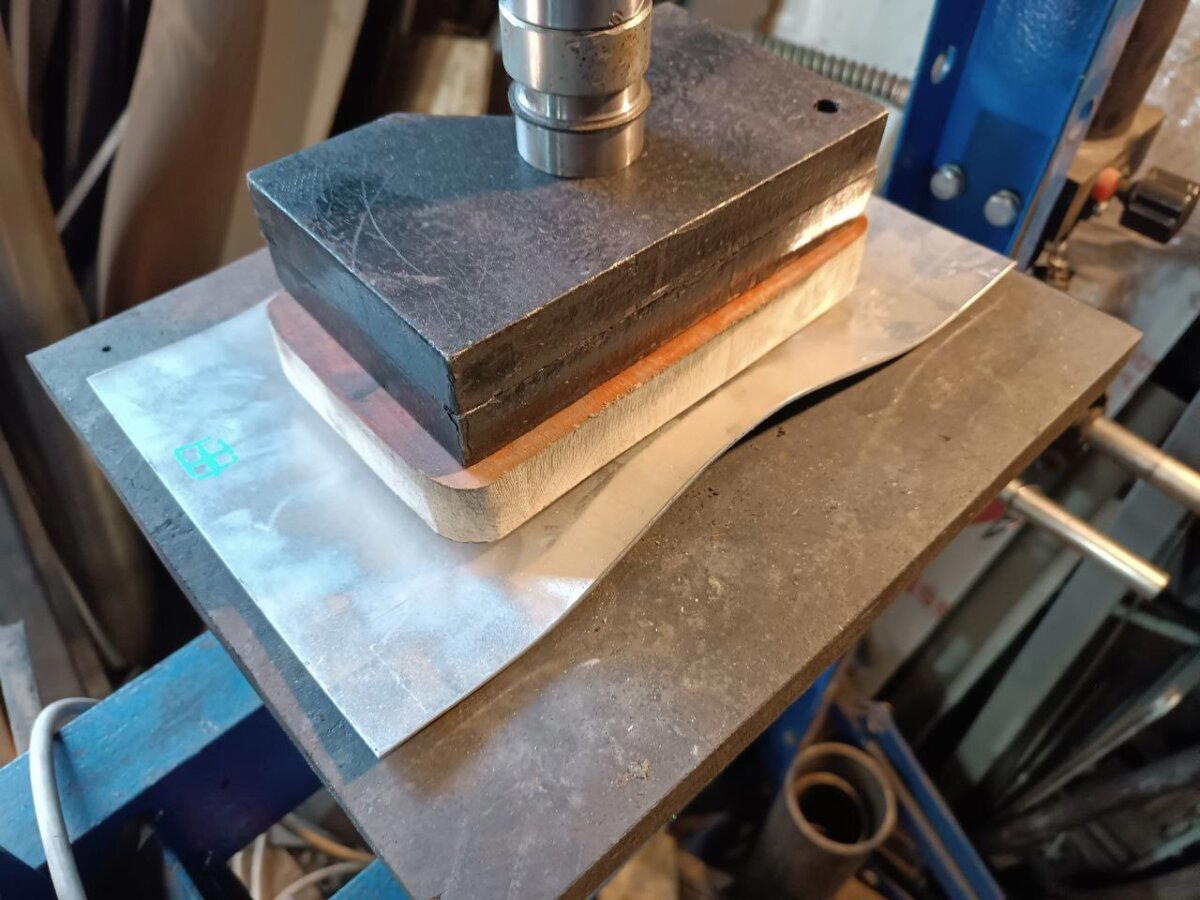
Вот теперь, кода материал сам себя центрирует по матрице и держит пуансон. Погнали давить.
Струбцина держит матрицу от "разрыва" - всё таки 10 тонн приходится на клеевое соединение и волокна.

Получилось вот так:

В принципе, сам лоток уже готов. Но опять же, края надо оформить. Если прямо так сунуть в гильотину или ножницы - получится плохо. Рез будет неровный, возможен наклёп и т.д. из-за мятых фрагментов. Поэтому беру авиационный пневмомолоток и несколько рихтую.

Ну и вот, например. Теперь обрезаю и готовенько!

Итого получается:
- ЧПУ фрезер по дереву - 200К
- гильотина, ножницы, молотки и прочее мелкое - 100К
- пресс 12 тонн - 30-40К
- пневмомолоток - 60К
- материала ушло примерно на 4 тысячи.
Ну и по времени примерно часа три ушло. Это при том, что это я уже делаю не в первый раз и как бы на опыте. Зато сэкономил 30 рублей. :)
Если кому это всё интересно, в профиле ссылка на телегу. Там прям вот в онлайне жогово происходит.
Кухонный икеевский стол со временем подустал, и я решил попробовать его обновить. Почитал интернет, проконсультировался со знакомым столяром и принялся за дело.
По случаю купил эксцентриковую шлифмашинку (ну а чё, можно будет и фары попробовать полирнуть) и начал снимать старое покрытие:



Покрыть решил акриловыми лаком на водной основе, с добавлением колера. Выбрал номер 5072:

Делал первый раз, в результате проб и ошибок: столешницу повторно шлифовал и красил, разбавив лак водой, второй слой наносил губкой, получил такой результат:

Затраты на расходники: в районе 200 рублей на круги для шлифовки, и 2000 на 0.9л лака, из которого половина осталась.
В целом остался доволен, но хочется переделать. Думаю в следующий раз должно получится лучше, или придется купить новый стол )))
Знаете ли вы, что в космических ракетах есть чисто механические агрегаты? А если оно механическое, то, очевидно, там необходимо повышать или наоборот, понижать обороты. Делается это, разумеется, редукторами, в которых используются прямозубые зубчатые колёса. В даммон случае - мелкомодульные. Давайте рассмотрим детальнее, как это сделано:

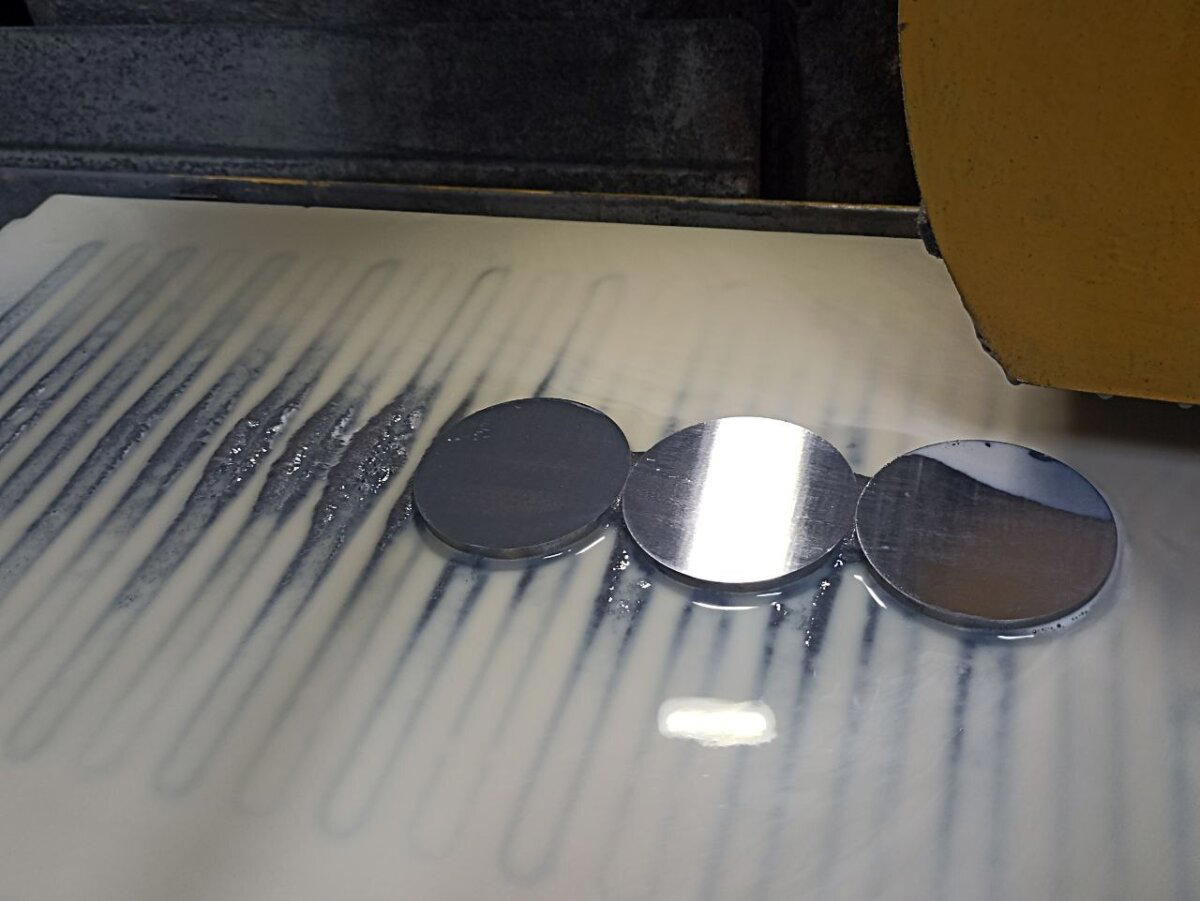
Перво-наперво производится токарная обработка. Но это не особенно интересно, поэтому, схематично не показано. На токарном станке я загоняю заготовки в диаметральный размер с точностью в 0,02 миллиметра и в толщину с припуском под дальнейшую шлифовку в 0,5мм. Т.к. по условиям чертежа точщина должна помещаться в поле допуска в 3 сотки и нужно обеспечить плоскостность в 1 сотку. Зачем такая точность - непонятно. Но если люди готовы платить - окей. Короче, после токарки, ставлю на шлифер.

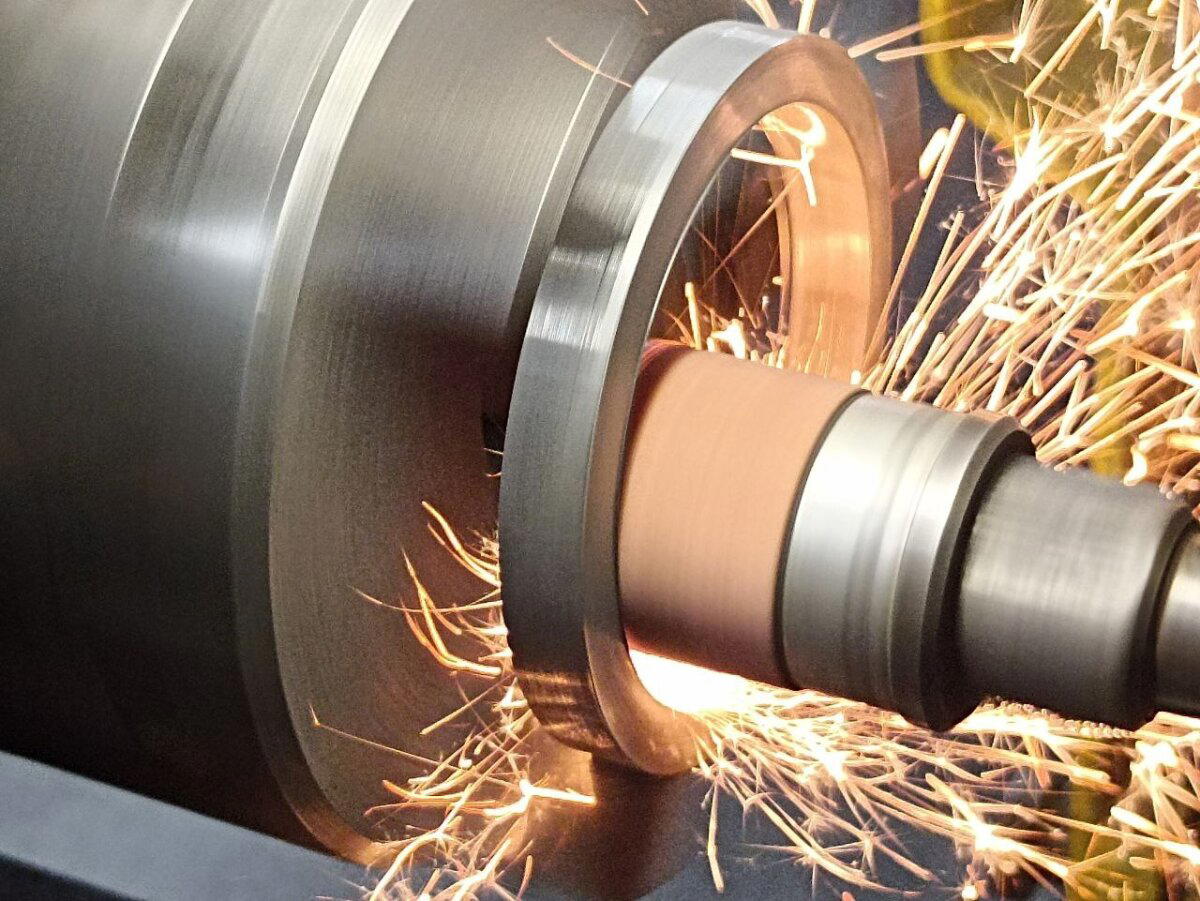
Искры, брызги СОЖ - поляк валит, только дай дороги. Это плоскошлифовальный станок Ponar Jotes SPD 30B. Я его купил аж в Сарапуле. Это примерно 1500км. от его нового дома. Результат вполне приемлемый. Высота (толщина) блинчиков в 7 микрон от номинала по чертежу и одинаковая у всех трёх заготовок.
Теперь надо вынуть середину из заготовок, чтобы получилось колечко. Это я возвращаюсь на токарник и опять схематично не показываю. Однако, внутренний диаметр также должен иметь и круглость и шероховатость и размер в весьма жёстких допусках. Поэтому после токарки заготовки идут на немецкий круглошлиф WMW Heckert SU 125\400, оснащённый внутришлифовальной головой. Получается такой процесс:
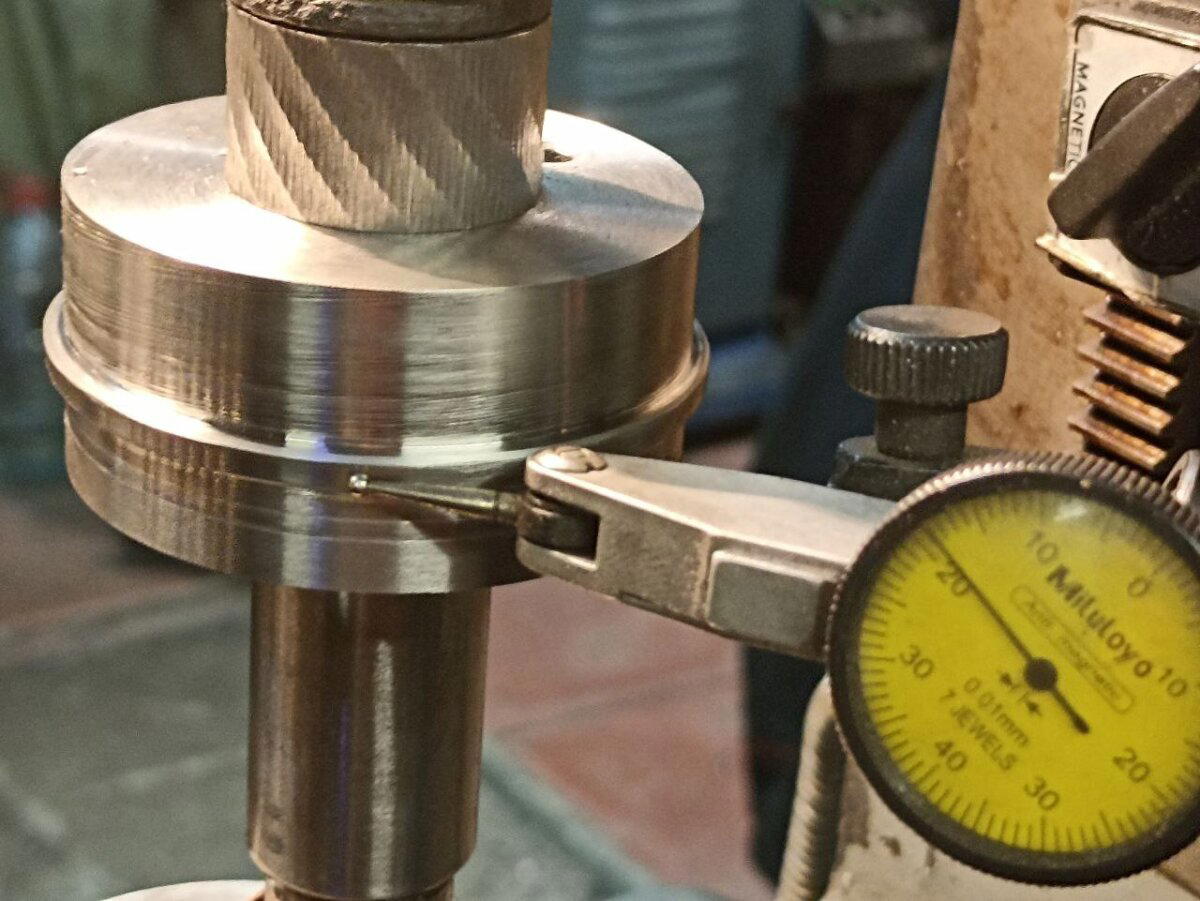
Отлично. Заготовки есть. Теперь на токарнике делаю оправку. Это технологическая оснастка, на которой крепятся заготовки для нарезания зуба на зубофрезерном станке. Потом она также шлифуется в размер на вышеупомянутом круглошлифе и наконец-то, ставится на станок и обкатывается в 0,01мм по индикатору.
После этого производится настройка цепи деления станка. Т.е. на сколько к-во оборотов заготовки и фрезы отличаются друг от друга. И настройка гитары осевой подачи. Но это уже мелочи. В целом станок выглядит так:

Это немецкий зубофрезерный станок высокой точности, называется Pfauter RS00. Почти вершина сложности механического металлорежущего оборудования. Сложнее зубореза, как по мне, только токарные автоматы. Но о токарном автомате, его ремонте и модернизации как нибудь в другой раз. Короче, включил масло, нажал кнопку и оно само делает. :)
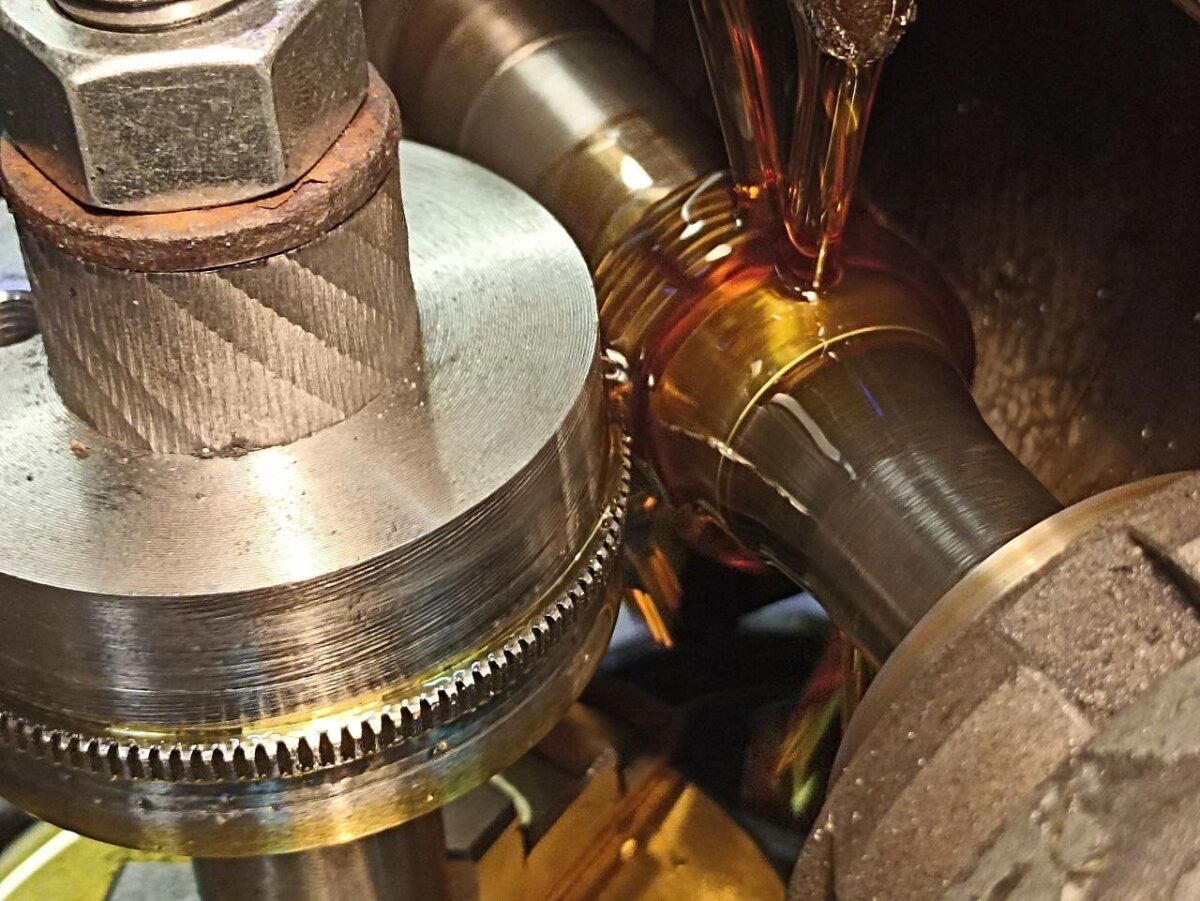
Оооо, дааа. Картинка называется "чистый мёд". Янтарно-прозначное масло, неторопливое оборачивание заготовки, окатывание её червячной модульной фрезой и дададада... Секс! Короче, после секса у меня получается так:

Давайте посмотрим, насколько зубы хорошо получились. Ну я то знаю, но чтобы вы видели :)

Вроде норм же. Теперь на второй этаж, в кабинет тихих игр. Там всё, что надо для метрологии и ОТК: измерительный микроскоп, микрометры, микрокаторы, оптика всякая, ролики калиброванные. Короче, результаты измерений вполне устроили. Среднеквадратичное отклонение на диаметре средней линии зубов по 12 замерам - 3 микрона. Сойдёт.
Пакую, оформляю листок с результатами контроля размеров, печатаю счёт, акт, всю фигню - готовенько. Забирайте. Такие дела, примерно. А кому интересно прям в онлайне - тот записывается в телегоканал, благо его адресок в профиле. Только прямщас я в отпуске, поэтому пока изучайте былое. А новое начнётся буквально через несколько дней.
Здорово, парни. В прошлом году случилось так, что я поехал на распродажу цеховой мебели (ну эти вот зелёные совецкие пристаночные тумбы), а заодно купил удроченое немецкое точило на середину прошлого века. Ну блин, зарекался брать деньги на такие поездки, ну так мне уже даже на отсрочку отдают. Негодяи. :) Вощем, притащив точилку в норку и осмотрев его внимательно выяснилось, что подшипники уже всё, корпус расколот и держится на краске. Окей. Давайте разбирать.

Перво-наперво перебрал электромотор. Проточил ротор, поставил новые подшипники - офигеееть! Зашелестело! А там и корпус своей участи не избежал. Отломанное припаял бронзой, а потом, пользуясь трудом сыновей, зачистил и загрунтовал скорлупу станочка.

Ееее. Так - намного лучше.

Но просто ремонт - не интересно. Интересно получить удобный заточной участок. Для этого принято решение поверх этого точила поставить ещё маленькое (под 150мм камни) с алмазными тарелками и добавить свет. И заложить перспективу на подключение аспирации. Сказано - сделано. Нарисовал, вырезал на лазере, согнул на листогибе и УФ печать по сатинированной нержавейке. Шик? Шик.

Накидал пускателей, переключателей и индикаторов. Ай, хорошо.

Ну и вот, итог.

Ах, да. Надо же ещё лоток под абразив и банку для воды! Ага. Порезал лист чернухи на гильотине, согнул на самодельном магнитном листогибе, прокатал на самодельной зиговке

И приварил контактной сваркой.

Ну вроде как-то так.
Для адептов ТБ - подручники и стёкла, конечно, нужны. Кто бы спорил. Но с ними неудобно. Потому как приходится в течении одного дня и свёрла точить от ф3 до ф65 и резцы и фрезы наводить... Поэтому у меня так. А кто предпочитает по другому - тот себе так и делает.
Такие дела.
Если кому интересно прям в режиме онлайн - в профиле телегоканал.
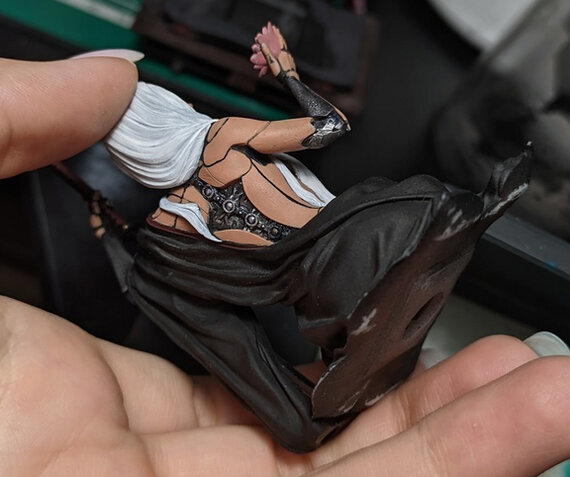
И снова кибер-романтика, но не на столько внушительная по размерам, как For Honour

Принтер anycubic mono X 6k
Материал фотополимерная смола Anycubic abs clear с добавками, подробности в этом посте + Conjure tough black
Печать и подготовка печати @Nospire
Высота 100 мм х 50 мм
Краски vallejo, citadel
Техника кисть
Долго размышляла про цвета и рефы, в целом импровизировала на свой вкус, но девушку хотела сделать, как из своего поста про for Honour..

Зеленую подставку честно даже перекрывать ни чем не хотелось, такой живой цвет смолы получился, но всё равно рука в конечном итоге дрогнула и решила сделать её иссиня..

Намётки цветов выше и свеженапечатанная нога, очень хотелось добиться прозрачности, решили попробовать просто слоем смолы прозрачной обработать..

Колени максимально функциональные =) и усилены, чтобы не скрипели..
Немного механизмов на спине =) металик от валехо трех видов + драйбраш...

И вот, почти финиш и почти готовая нога с синими переливами от добавок в смолу и заливоньками от цитадели..

Так же, заказчик захотел именно розовую вставку на груди, а не золотую как у For Honour. Поэтому она слой за слоем была залита розовым fluo от Валехо =)
И финальные фото ниже ^^

Под UV фанариком, немного видно розовое свечение и синее в ноге..


Всем спасибо за внимание, не серчайте на качество фото, всё на лету и быстрей быстрей... В августе постараюсь закончить двух своих любимых женщин (Тиранду и Байоннету), но это уже совсем другая история...
Держите поцелуйчик =***
Заходите на огонёк в тг канал, мы иногда там обсуждаем игры =)))
Есть у меня постоянные заказчики - контора, которая занимается обжаркой, помолом, ароматизацией и фасовкой кофе. Поскольку нынче добыть что-либо из запчастей к итальянскому оборудованию весьма сложно - приходится по мере сил изготавливать всякое.
На этот раз надо было сделать небольшую партию захватов для капсул кофейных. Детальки небольшие, но достаточно точные. Потому как капсулы пластиковые, привод захвата пневматический и если сильно накосячить в размерах - их либо не будет захватывать, либо, соответственно, будет мять. Короче, надо получить вот такие детальки:
Перво-наперво беру отходы из-под верстака. 20мм нержа AISI 304. Точнее даже это остатки второго порядка. Т.е. из плиты были сделаны детали с большим центральным отверстием. Из "дырок" были выпилены детали для другого заказчика, а уже остатки от этого заказа были скинуты в ящик "нержа на вротчермет", а потом вытащены оттуда и использованы ещё раз! :) Экономия - мать достатка. Ну и поставлены на электроэрозионный проволочновырезной станок. Видите, да, сколько "делового" материала осталось. Всё в дело!!!
Вырезать надо сперва наружний контур.
Пока эрозия мощнейше пилит заготовки, надо сделать оснастку для дальнейшей шлифовки и фрезеровки заготовок. Делаю из чего? Прально. Из максимально всратого металлолома.

Полученную пластинку ставлю на поперечно-строгальный станок, т.к. фрезер был занят.
А уже прямоугольную заготовку шлифую. Ну и кто скажет, что это бывший металлолом?

Эрозия как раз завершила производство заготовок.

Теперь их надо прошлифовать в размер. Шлифую попарно в оснастке, сделанной из пластины с предыдущего фото:

Когда по ширине железячки подогнаны к оригиналу, приходит время фрезеровать радиус, который, собственно, и охватывает капсулу кофе. Для этого оснастка безжалостно режется пополам, подбирается нужная по толщине и диаметру дисковая фреза и погнали.
Получается примерно так:
Ну и теперь сверление крепёжного отверстия и обнижение самой "хватательной" части:

Надо же... Получилось. :)
Судя по тому, что делал я эти штуки в начале года и они до сих пор работают - видимо, получилось не так уж и плохо.
А для тех, кому это всё интересно не через полгода, когда меня из очередного бана по политоте выпустят, а вот прям в онлайне - в профиле ссылочка на телегоканал, где как раз политоты нету, зато много железа всякого.
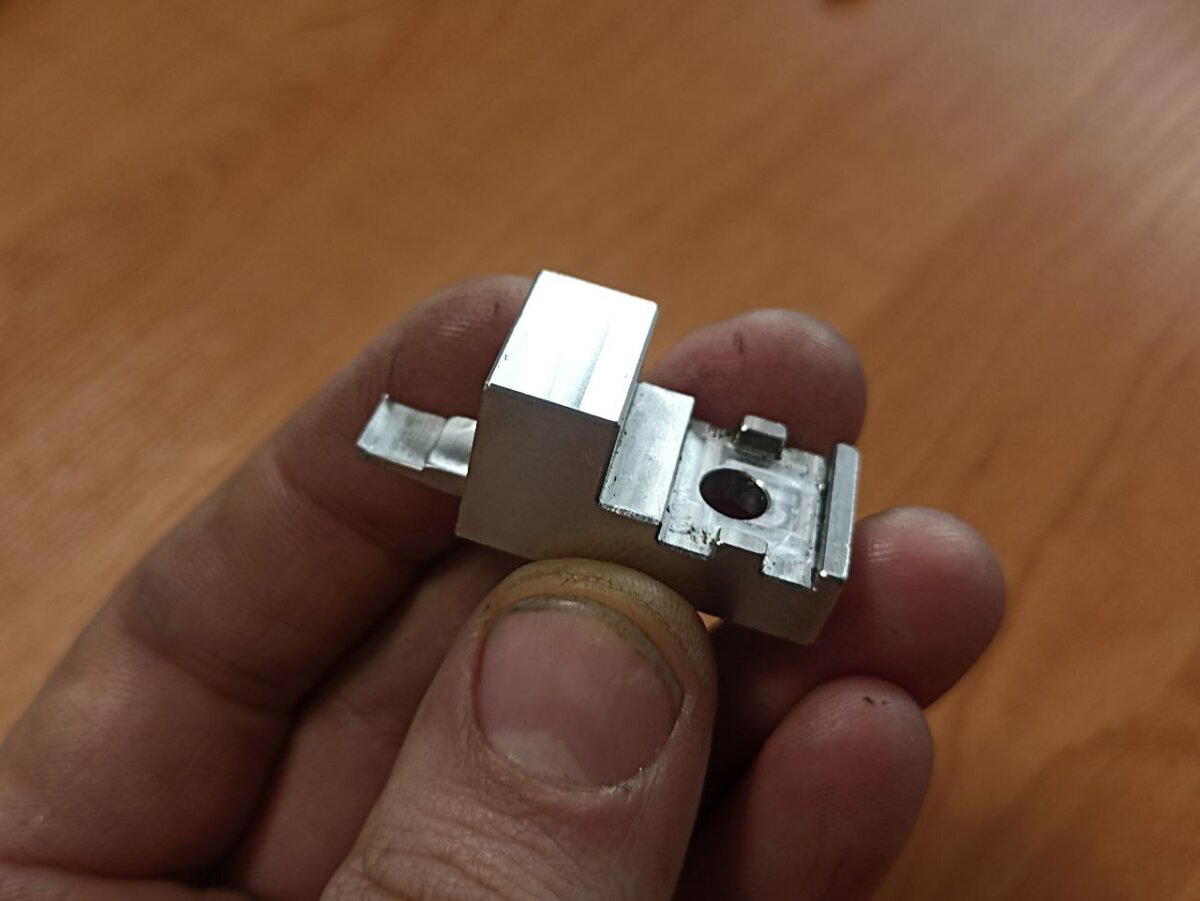
Хеллоу, ребят. Обратились ко мне граждане одни, с целью сделать новую каретку для какого-то специализированного станка. Ну типа они уже обращались к какому-то профессионалу, а получилось не очень. Давай, говорят, может ты попробуешь... Ну давай, попробую. Чо нет-то?
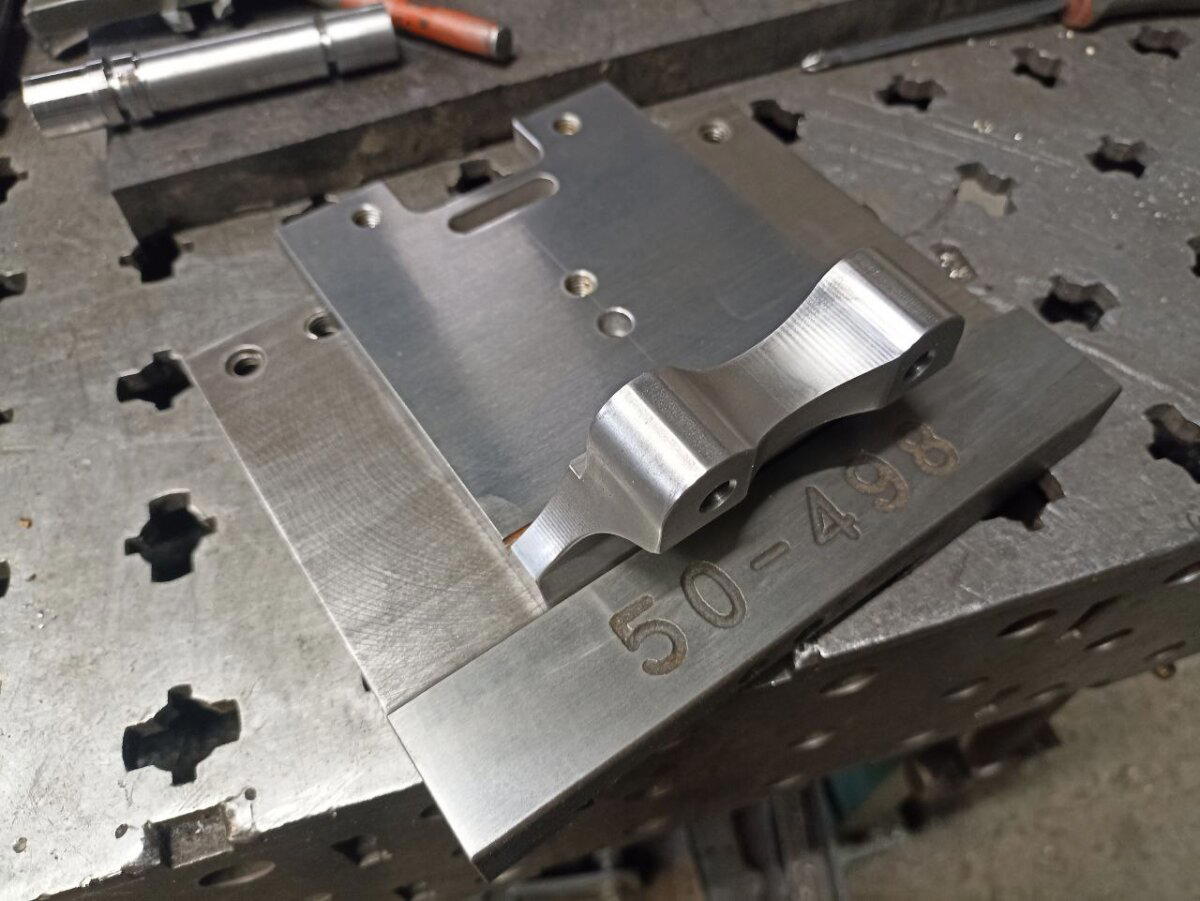
Для затравочки - что получилось:
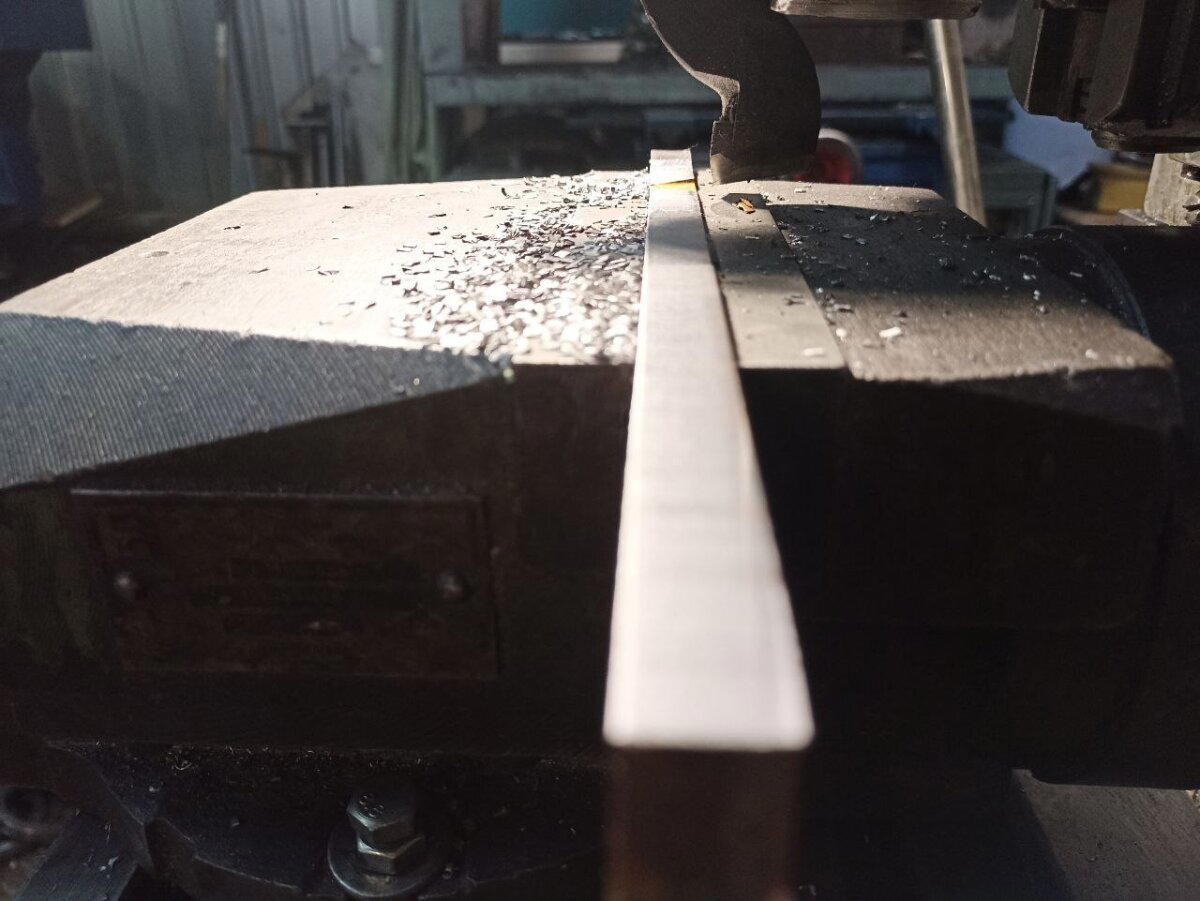
А теперь, как оно, собственно сделано. Сперва, отпилил на ленточке кусок бревна. Это была ось от вагона, если я правильно понял. Диаметр 190мм. Хорошая такая.

Потом на токарнике ободрал ржавые корки и заторцевал как чисто.

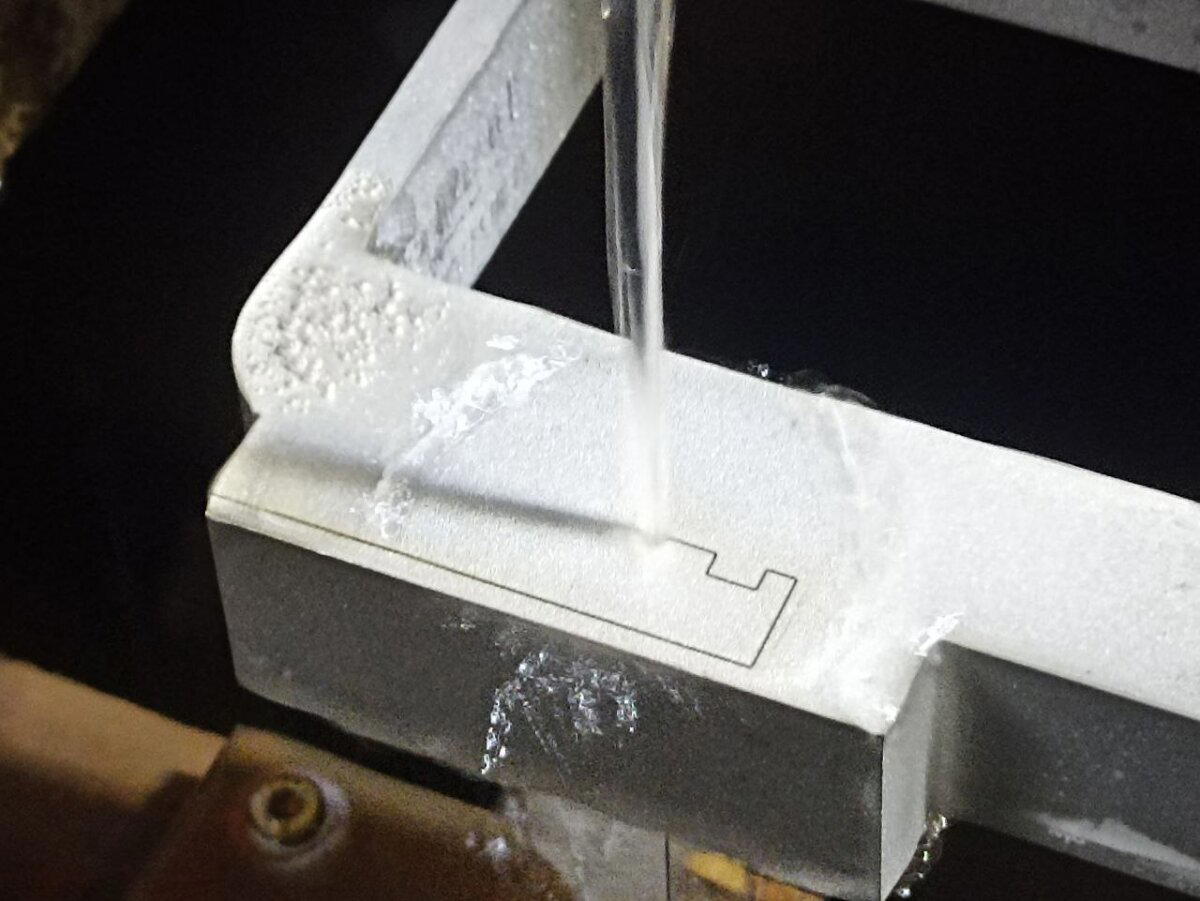
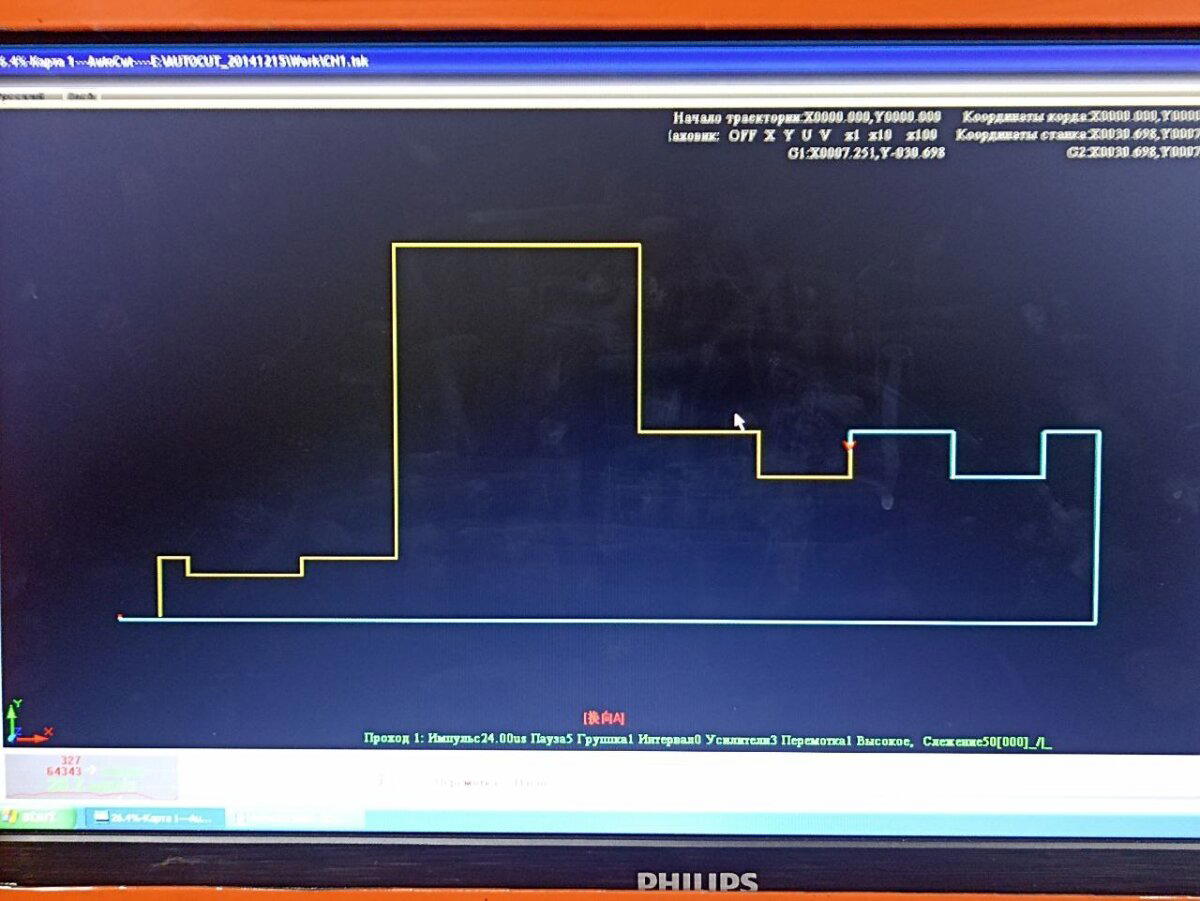
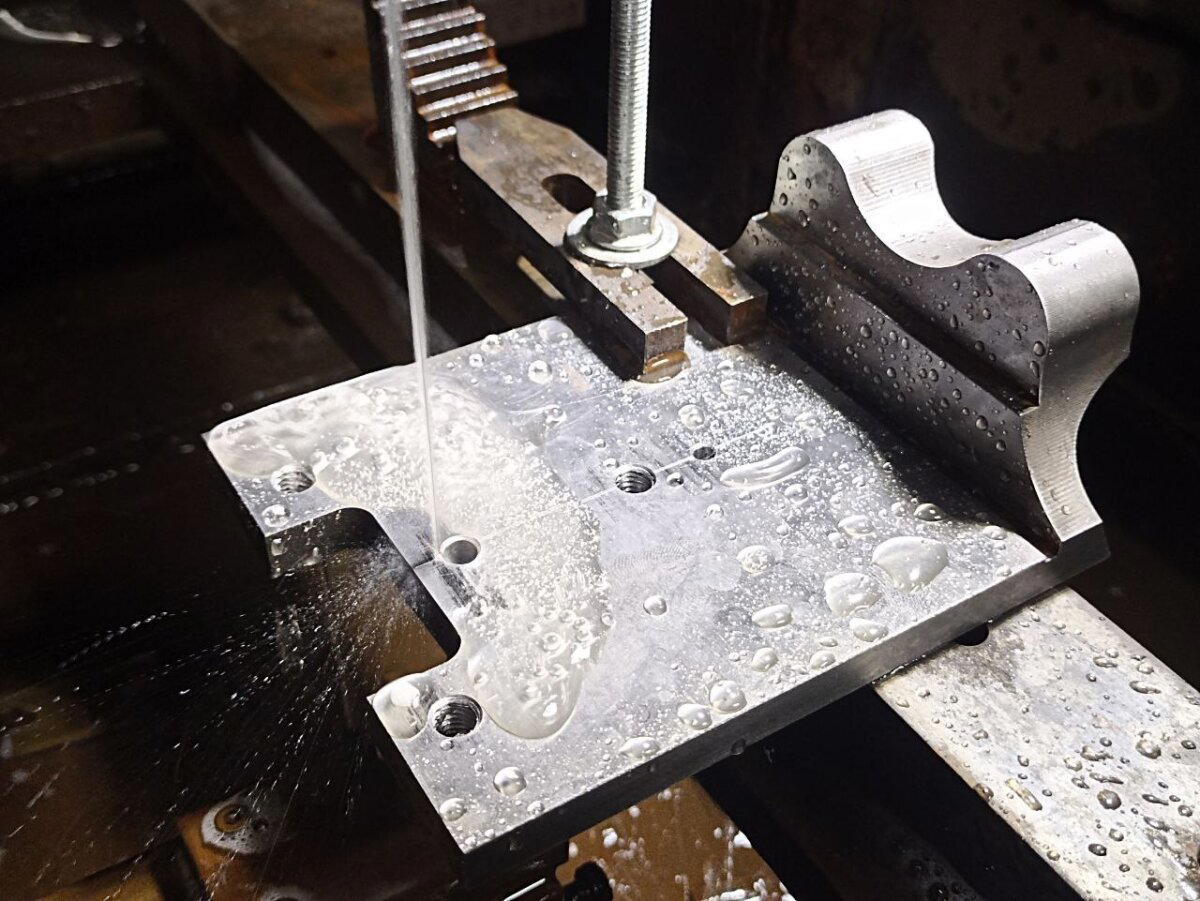
Потом ещё отпилил кусок от неё и после непродолжительных ласк на плоскошлифе, чтобы сделать нужные плоскости перпендикулярными, параллельными и чистыми - ставлю на эрозию.

Полученную заготовку поставил на шлифер чтобы дать плоское и профильное шлифование. Предварительно, ессесно, обкатав по индикатору.

Потом было ещё пара переворотов на эрозии, подшлифовка промежуточная и всё такое.
Ну и, собсна, вот - неповторимый оригинал, к которому я стремился... Тут работа мастера - оно понятно. Такого не достичь.

И то, что получилось на выходе у меня.

А оригинал, непосредственно, выглядел вот так:

Как-то так, мальчики и девочки. Если кому интересно вот это всё тоже самое, только в режиме онлайн прям - в профиле телегоканал имеется.


Диаметр большой: 26.5х26.5 см, маленькой: 9.5х9.5 см
Материалы: игла для ковровой вышивки, двунитка (ткань), пряжа разных оттенков, фетр, вощённый шнур. Дополнительные: ножницы, деревянная рама, строительный степлер, клей ПВА, клеевой пистолет.
Процесс:
1. Натянуть двунитку на раму, закрепить при помощи степлера.
2. Нарисовать карандашом рисунок на ткани.
3. Протыкать всю жабку и фон разными цветами пряжи, начиная с мелких элементов и заканчивая большими.
4. Покрыть изделие и ткань рядом (~ 1.5 см) с изнанки клеем ПВА, дать высохнуть 12-24 ч.
5. После высыхания сделать надсечки ножницами вплотную к контуру изделия.
6. Приклейте к изнанке ткань, а потом фетр и петельку с помощью клеевого пистолета.
Фото процесса ниже ↓




Примечания:
> Знайте, что изображение отображается симметрично. Например, если нужно, чтобы глаза смотрели вправо, рисуйте их влево.
> Вся эта история напомнила мне Пряню и Монго из Шрека, может у кого-нибудь тоже возникла такая ассоциация? :)


Материал фотополимерная смола Anycubic abs
Высота 150 мм х 50 мм
Краски vallejo
Техника аэрограф, кисть
Заметила, что иногда в фигурках делают странные замки. В этой рука заходила в затылок и если бы не новая смола более гибкая, то пришлось бы сильно обрезать...
Рука была напечатана ей 👇

На самом деле фигурка максимально быстро была очищена, склеена и покрашена, а вот постом раньше Дотторе дал прикурить... ^^
Спасибо за внимание <3<3<3
Как всегда, лайк, пописка, доСвидони... 😘😘😘
Пы.Сы. Держите будущую женщину, а я убег работать ^^
