Продолжение поста «Skyrim VR - "Первому игроку приготовиться" уже сейчас!»
The Elder Scrolls V: Skyrim VR - как и какие моды ставить?
В комментариях к предыдущему посту меня попросили поделиться списком рекомендуемых мной модов.
Я на свою сборку со всеми косяками и настройками потратил ~10-15 часов (80-100 модов в итоге), но результат того абсолютно стоил: физика взаимодействия с объектами, графика, симпатичные лица NPC, уникальное и интерактивное поведение NPC в мирное время и в битве, "реалистичное" поведение животных, интерактивные таверны, удобные кобуры для оружия, жесты для заклинаний, анимация открытия дверей-сундуков-мешков, интерактивный (прям с motion controllers) взлом замков - и многое другое. Скайрим остаётся максимально близким к духу оригинала, но в то же время - гораздо более интерактивным.
Также моды я собирал с оглядкой на своё железо - какой-то i7; 16gb ram; gtx 1060 6gb video; ssd. Если у вас железо мощнее - можете "навалить больше модов", но аккуратно. Стабильный высокий FPS для VR очень важен.
Сначала я дам несколько советов, а потом расскажу, что именно и как я ставил.
1. Первым делом определитесь - что именно вы хотите получить от модов, для какой цели. Я в скайрим до ВР версии почти не играл, и мне хотелось максимально "ванильного" (оригинального) игрового опыта; поэтому я сразу зарёкся ставить какие-то дикие сборки, полностью меняющие баланс, добавляющие тысячи новых локаций/квестов; перекраивающие боевую систему наглухо и делающие скайрим абсолютно другой игрой.
2. Правила "меньше - лучше" и "тише едешь - дальше будешь" как никогда актуальны. Сначала внимательно всё читаем, изучаем, следуем инструкциям, не порем горячку, не ставим сразу 20 модов "по списку" (хоть бы и по моему посту) - иначе слишком просто запороть сборку и потом потратить несколько часов, выявляя косяки. 5 минут чтения инструкций экономят часы починки багов (мой опыт: я пропустил пункт о том, что "сначала запустите свежий скайрим ВР, дойдите до первого чекпоинта, сохранитесь, только потом начинайти ставить моды" - и убил часов 5 на отладку неустанавливающегося основного мода).
3. Важные (я так ставил) ссылки на английском (делитесь русскими источниками в комментариях):
- https://docs.google.com/document/d/1qbh7GE30xLyso7MA6u3xpNJNdL5r2V2WP8SjZ4VpHLQ/edit Основная буржуйская документация по глобальной настройке скайрима
- https://www.youtube.com/watch?v=XlxiQEYH02I канал Ben Plays VR с его подборками рекомендуемых модов. Я посмотрел 3-5 видео, и несколько штук оттуда позаимствовал
- https://www.nexusmods.com/skyrimspecialedition/mods/47630 очень нужный интерфейсный мод, который я еще не ставил (но обязательно поставлю) Spell Wheel VR
4. https://uploadvr.com/best-must-have-skyrim-vr-mods-more-immersive/ Вот еще очень хорошая статья, где освещаются самые нужные моды для VR; даже если вы поставите хотя бы их - удовольствие от игры (в сравнении с официальным skyrim VR) уже возрастёт многократно
5. Абсолютное большинство модов ставится с сайта Nexus Mods, я использовал их же Vortex Mod Manager (и бесплатный акканут); но знающие ребята рекомендуют более "качественные и удобные" другие mod manager'ы, погуглите.
6. Порядок установки модов, порядок загрузки модов и разрешение конфликтов. Соблюдайте порядок установки; если пишут что для мода Б нужен мод А, то обязательно поставьте сначала мод А; иначе замаетесь чинить. Также обязательно почитайте, как разрешать конфликты и выставлять приоритет при загрузке модов в игру, т.к. конфликты однозначно будут (к примеру, два разных мода редактируют один и тот же объект - какой мод вы предпочтёте?).
7. Что я не ставил, но скорее всего захочу поставить в ближайшем будущем:
- Dyndolod - увеличение дальности прорисовки объектов. Важная штука, которую обязательно нужно сделать после настройки и обкатки ваших 50-100 модов. Мир станет в разы симпатичнее.
- Spell Wheel VR - ультимативный выбор оружия-заклинаний-стрел-предметов в VR, без надоевших списков.;
- Dragonborn speaks naturally - распознование речи для выбора реплик в диалогах. Не обязательно, но улучшает погружение;
- Аудиокниги (вместо чтения книг - включаешь её как "подкаст" и гуляешь, слушая очередную книгу из скайрима);
- Моды на компас и карту (ориентирование на местности). Не обязательно, но может увеличивать погружение.
- Мод на "дрожащие телеса NPC" после того как их коснёшься руками. Попытался настроить, но что-то там со скелетами-анимациями не заработало, отложил на будущее.
8. Не забывайте, что модифицировать игру можно до бесконечности; поэтому не забудьте в получившийся шедевр все-таки поиграть :)
___
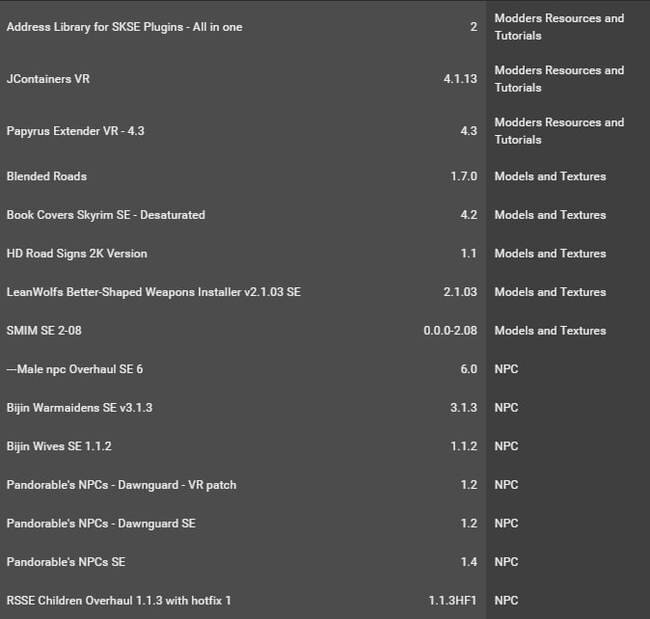
Ну а теперь мой список модов, картинками (и снизу будет стена текста - список модов, сгенерированный Vortex мод менеджером).
В целом, я все моды из своего списка могу порекомендовать. Ни разу не возникло ощущения, что "я переборщил" и "это не скайрим, это чушь какая-то". Всё очень гармонично, мне нравится. А дальше - каждый подбирает на свой вкус.
1. Сверху - косметика на природу-погоду. Потом анимирование предметов-людей-врагов-NPC в зависимости от условий. Хорошй звук.

2. Bug fixes - чрезвычайно важные моды, которые исправляют уйму ошибок. Устанавливайте внимательно. Ниже - пачка очень аккуратных и симпатичных кастомизаций различных поселений - они действительно теперь выглядят по разному и каждое обладает своим шармом.
Ниже - боевка (хедшоты наносят больше урона) и великолепный мод на реалистичное поведение фауны.

3. Моды на "красоту" (того стоят, производительность не съедают); моды на погружение (NPC смотрят в лицо, двигаются реалистично, занимаются своими делами, интересные таверны). Ниже - добавление торговых лавок между городами (уместно) и автореген маны (при игре за мага - приятно, не жалею, что поставил).

4. Важные инструменты, без которых никуда. Улучшенные текстуры для дорог, книг, оружия, брони. Пачка симпатичных реалистичных (никакого аниме-чересчур-грудастого засилья. Мне хотелось реалистичных людей вокруг себя) скинов для женщин, мужчин и детей.
5. Несколько более удобных интерфейсов. Лучше свет и кровь.
6. Пожалуй, самая важная часть - все самые нужные VR моды. Тело целиком (а не только руки), блок в рукопашном бое, gravity gloves из Alyx, физические объекты, улучшение поведение лука и стрел, оптимизация оптимизация оптимизация и еще несколько утилит.
Если кому надо - какой-то автосгенерированный список текстом:
# Automatically generated by Vortex
*RSkyrimChildren.esm
*Lanterns Of Skyrim - All In One - Main.esm
*Unofficial Skyrim Special Edition Patch.esp
*MajesticMountains_Landscape.esm
*Cathedral - 3D Mountain Flowers.esp
*MajesticMountains_Moss.esp
*SkyUI_SE.esp
*dD - Enhanced Blood Main LITE.esp
*Immersive Sounds - Compendium.esp
*SMIM-SE-Merged-All.esp
*Immersive Wenches.esp
*MajesticMountains.esp
*SunDaytimeNorth_MM_default.esp
*Cathedral Landscapes.esp
*BlendedRoads.esp
*ISC Enhanced Blood Patch.esp
*SOSRaceMenu.esp
*WeaponThrowVR.esp
*RaceMenu.esp
*XPMSE.esp
RaceMenuPlugin.esp
*No Arrow Auto Equip VR.esp
*Simple Realistic Archery VR.esp
*MageVR.esp
*Cathedral - 3D Pine Grass.esp
*ShocksCookingSkillHF.esp
*EnhancedLightsandFX.esp
*InnCredible.esp
*COTN - Dawnstar.esp
*COTN - Morthal.esp
*COTN - Winterhold.esp
*Book Covers Skyrim.esp
*Enhanced Solitude SSE.esp
*The Great City of Falkreath.esp
*Undriel_QuaintRavenRock.esp
*SkyTEST-RealisticAnimals&Predators.esp
*Hothtrooper44_ArmorCompilation.esp
*JKs Whiterun.esp
*JK's Riverwood.esp
*The Great City of Rorikstead.esp
*Immersive Weapons.esp
*PAN_NPCs.esp
*male npc overahul se.esp
*Bijin Warmaidens.esp
*Bijin Wives.esp
*RSChildren.esp
*EldrichBattery.esp
*NoStagger.esp
*BeSeated_3.0.0.esp
*Skyrim Trading Posts.esp
*Immersive Patrols II.esp
*BlendedRoadsFixes.esp
*higgs_vr.esp
*Cathedral Weathers.esp
*vrik.esp
*EVGConditionalIdles.esp
*Hothtrooper44_Armor_Ecksstra.esp
*SkyrimVR - USSEP Patch.esp
*PAN_NPCs_DG.esp
*FNIS.esp
*Vokrii - Minimalistic Perks of Skyrim.esp
*Immersive Citizens - AI Overhaul.esp
*Immersive Wenches -Immersive Citizens AI Overhaul Patch-.esp
_____
Информации получилось очень много, но мне толковые русскоязычные гайды не попадались.
Если хотя бы пара человек смогут разобраться в модах к скайрим ВР и погрузятся в чарующий новый-старый мир, то моя писанина не будет зряшной :)
Результат (если любопытно) - тут https://www.twitch.tv/ganjjgames/clips?filter=clips&range=30d (короткие нарезки с моих стримов на твитче; длинные видео - там же)
Всем добра.